Un ébavurage en série à grande fiabilité
Ce rapport vous donnera un aperçu des méthodes les plus courantes concernant l'ébavurage des trous et vous montrera leurs points forts et leurs points faibles.
Dans des secteurs tels que l'automobile, l'aéronautique ou encore l'hydraulique et la pneumatique, les processus de fabrication sont optimisés en permanence afin de produire des grandes séries de la manière la plus efficace possible en termes de temps et de coûts. Les étapes de processus sont simplifiées, les temps de passage réduits et la répétabilité est affinée en termes de qualité.
Dans ce cadre, ce sont surtout les bavures sur les bords des trous de perçage qui posent de grands problèmes aux responsables de processus. Ceux-ci sont contraints de trouver des solutions qui permettent d'éliminer de manière fiable les bavures à l'origine des problèmes, tout en évitant de prendre trop de temps et de dépenser trop d'argent.
La position de la bavure sur la pièce, le matériau utilisé et les tolérances de fabrication de la pièce constituent des critères importants pour le choix du procédé. Les exigences en matière de résultat d'ébavurage, la possibilité d'intégration dans le processus de production existant, les capacités des machines et la disposition à investir influencent également le choix de la solution d'ébavurage. Les procédures les plus courantes et leurs particularités sont énumérées ci-dessous.
Les solutions d'ébavurage mécanique fournissent des résultats d'ébavurage fiables et constants.
Les technologies d'ébavurage mécanique sont multiples, c'est pourquoi nous allons nous intéresser de plus près à leurs spécificités.
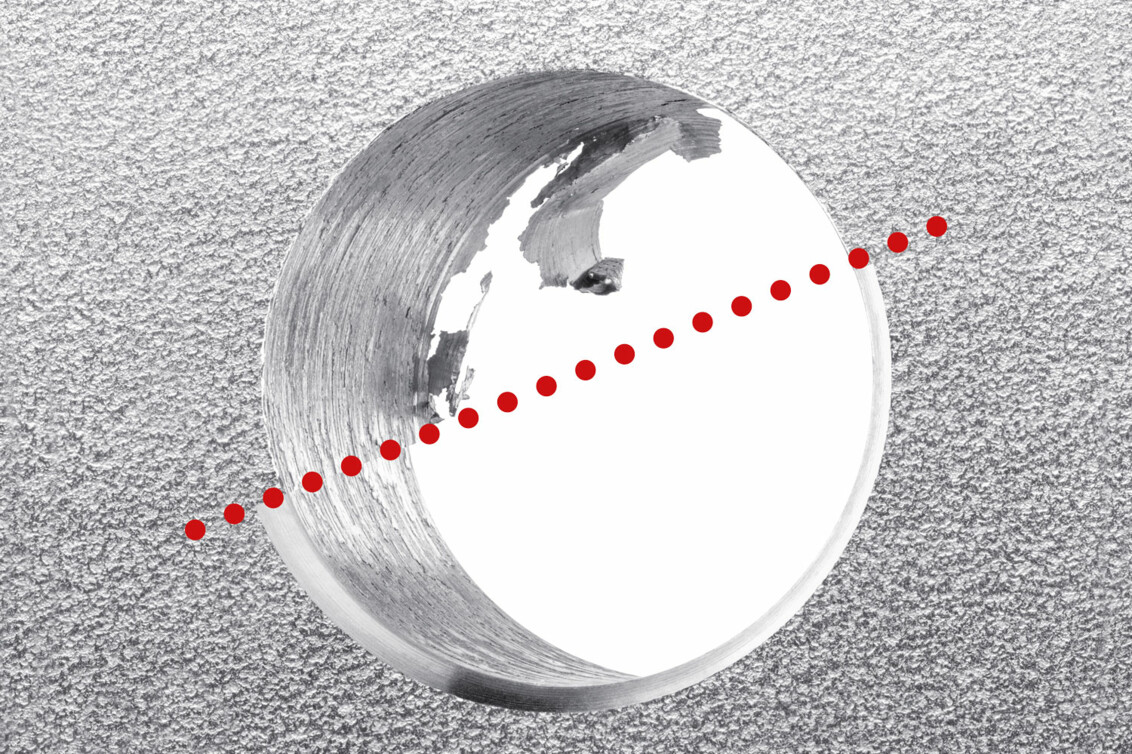
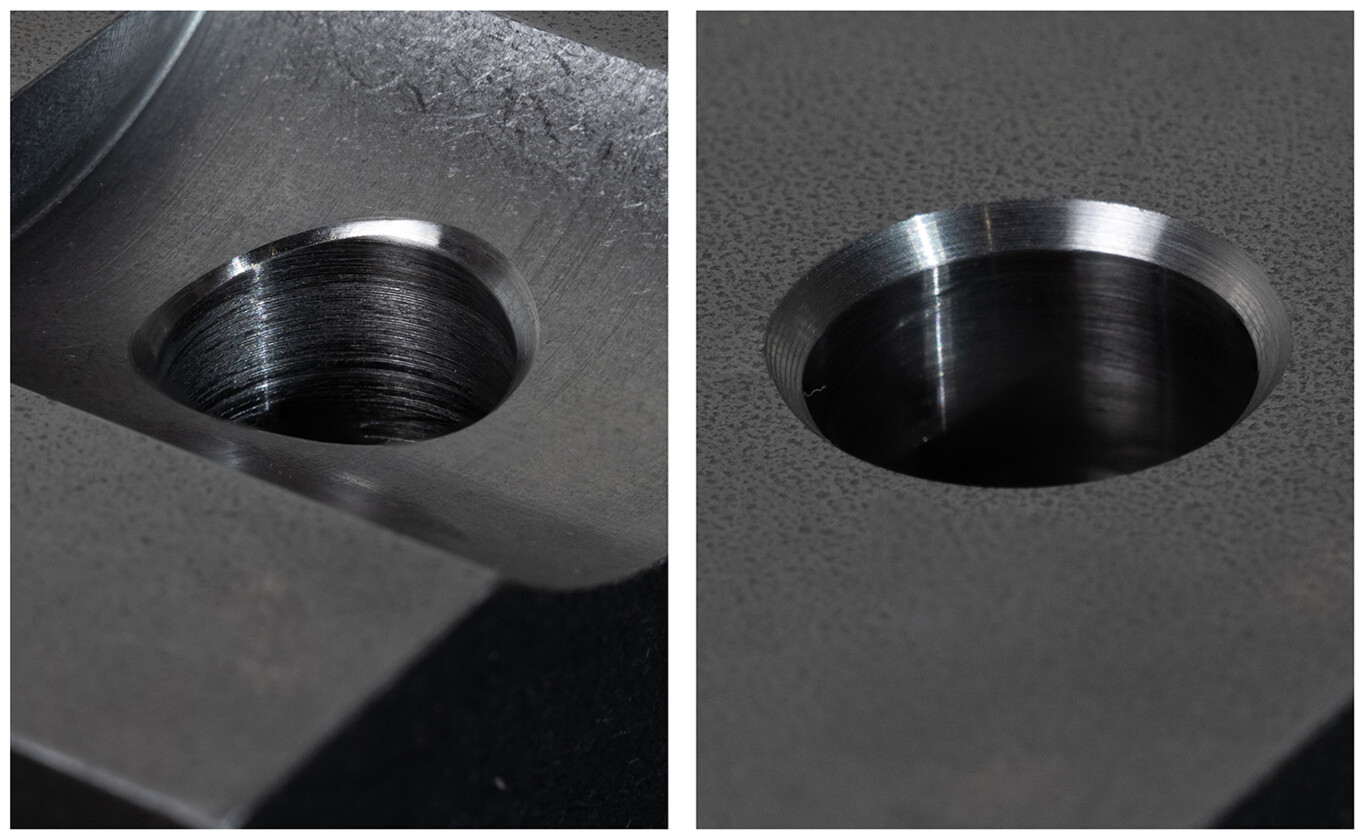
L'ébavurage circulaire consiste à suivre une trajectoire de travail prédéfinie avec un outil. Selon les tolérances de fabrication ou les tolérances dues au serrage, il se peut qu'il n'y ait pas de chanfrein du tout à certains endroits, ou qu'il soit trop petit ou trop grand.
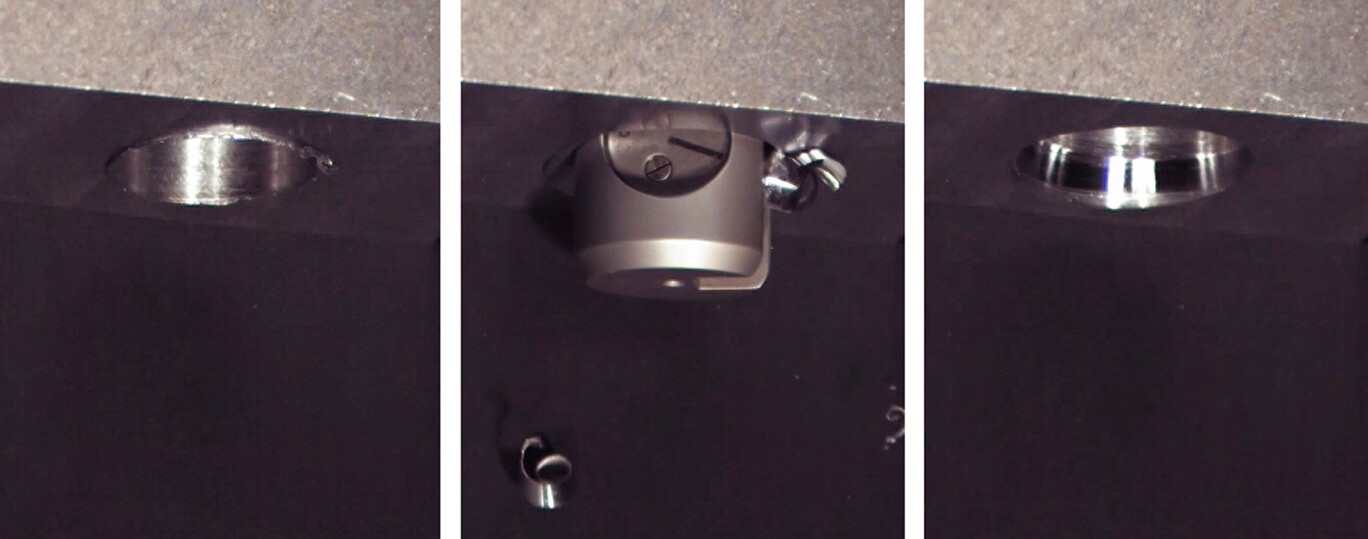
Avec les outils à tranchant mobile, le couteau ne commence à ébavurer qu'au contact du bord du trou. Il est ainsi possible, par exemple, d’usiner des pièces de fonte avec leurs variations de tolérance typiques de manière fiable et avec un résultat d'ébavurage constant.

Le grand avantage de l'ensemble des options d'ébavurage mécanique réside dans le fait qu'elles peuvent être intégrées dans le centre d'usinage existant. La pièce finie sort de la machine après un temps de cycle à peine plus élevé. Les étapes d'usinage internes ou externes en aval sont supprimées.
Les coûts de processus et les temps de passage sont réduits grâce à l'absence de nettoyage, de logistique ou d'usinage externe. Grâce à la technologie de fabrication constante et à la manipulation simple des outils, le personnel n'a pas besoin de suivre de formation et les connaissances existantes en matière d'enlèvement de copeaux peuvent être activement utilisées.
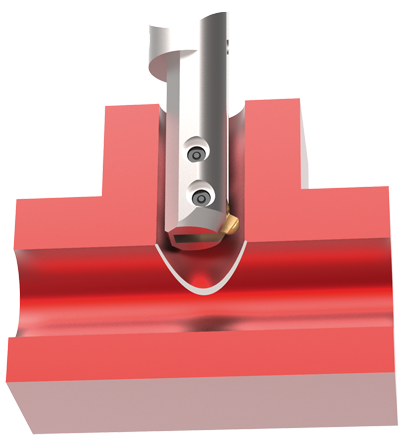
Les solutions d'ébavurage mécaniques à tranchant mobile, comme ici l'outil COFA de la société HEULE, livrent des pièces finies directement depuis la machine.
Une fois qu'un responsable de production a choisi un procédé d'ébavurage, il s'agit de trouver le modèle et le partenaire adéquats. Exemple pratique : Un utilisateur du secteur de l'électromobilité devait ébavurer des trous de refroidissement internes et difficiles d'accès sur un arbre de rotor. Jusqu'à présent, l'ébavurage était effectué à la main.
Suite à une réclamation d'un client, il a fallu trouver un procédé d'ébavurage plus stable et automatisé pour les quelque 1 million de trous réalisés chaque année. La situation d'ébavurage à résoudre concerne des pièces qui, en raison de leur fabrication à partir de tubes étirés, présentent des variations d'épaisseur de la paroi et donc de diamètre du trou principal situé à l'intérieur. En raison de ces variations de tolérance, l'ébavurage circulaire n'était donc pas envisageable.
Lors d'un salon professionnel, le directeur de la production a découvert HEULE Precision Tools et ses outils à tranchant mobile. Par la suite, nous avons mis en place un projet commun basé sur la technologie X-BORES et le client a été rapidement convaincu par la qualité du résultat. Aujourd'hui, il est en mesure d'affecter le collaborateur qui s'occupait de l'ébavurage manuel à un autre poste du processus de production.
Entre-temps, le client a également demandé à HEULE d'autres possibilités d'application, et il est même prévu de créer une solution d'outillage sur mesure. Car si la palette standard ne contient pas d'outil adapté, HEULE proposera des outils sur mesure pour le client
HEULE recommande à tous les utilisateurs de faire appel au spécialiste de l'ébavurage aussi tôt que possible dans le processus. Car ensemble, il est possible de concevoir une géométrie de la pièce la plus favorable possible à l'ébavurage et d'optimiser également les opérations préliminaires en ce qui concerne la formation des bavures. Ainsi, la fabrication en série se déroulera de la manière la plus optimisée possible en termes de temps et de rentabilité.
