torna a Sbavatura
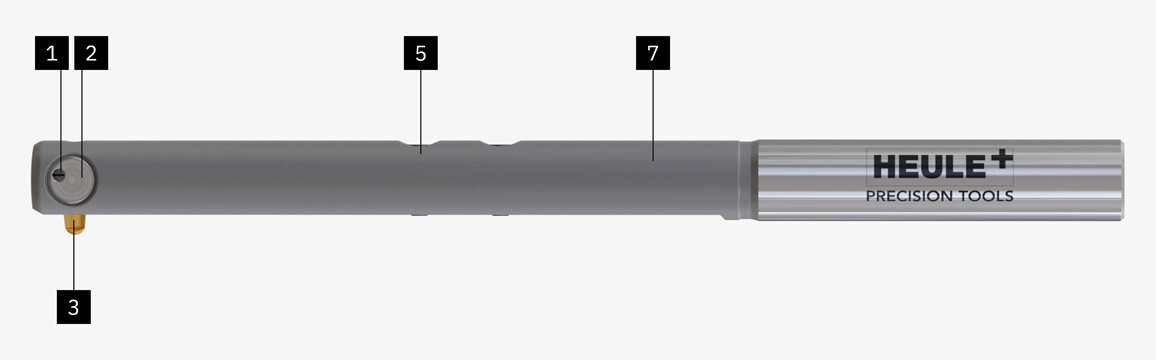
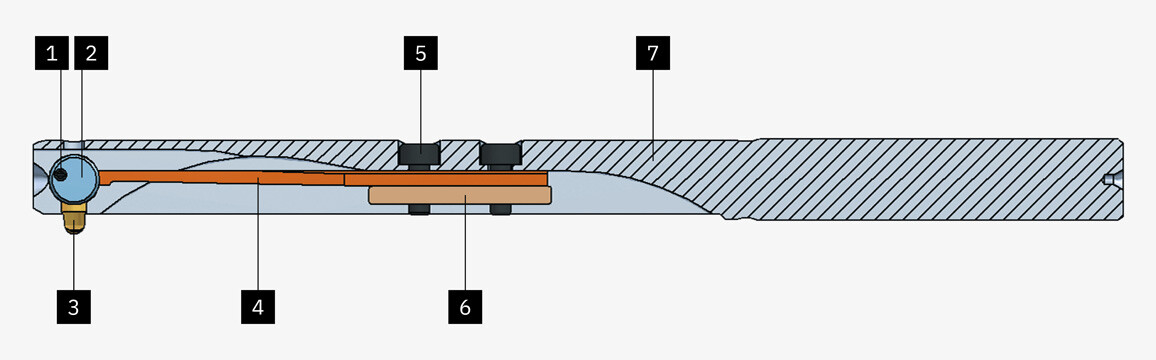
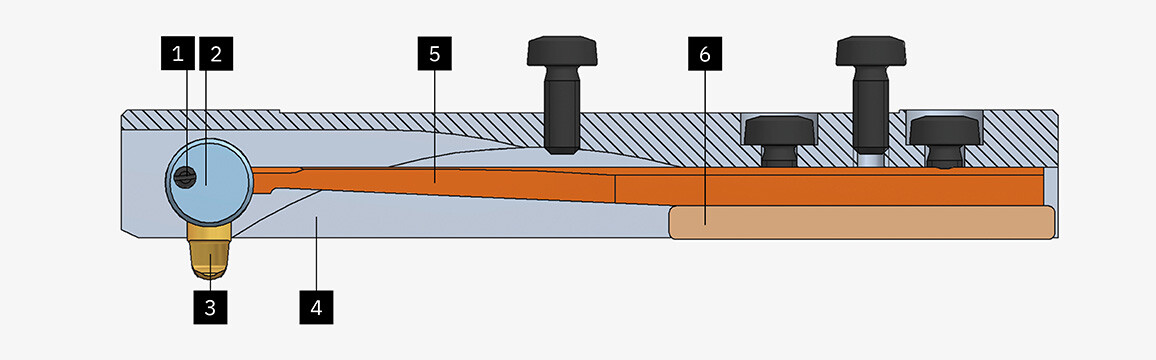
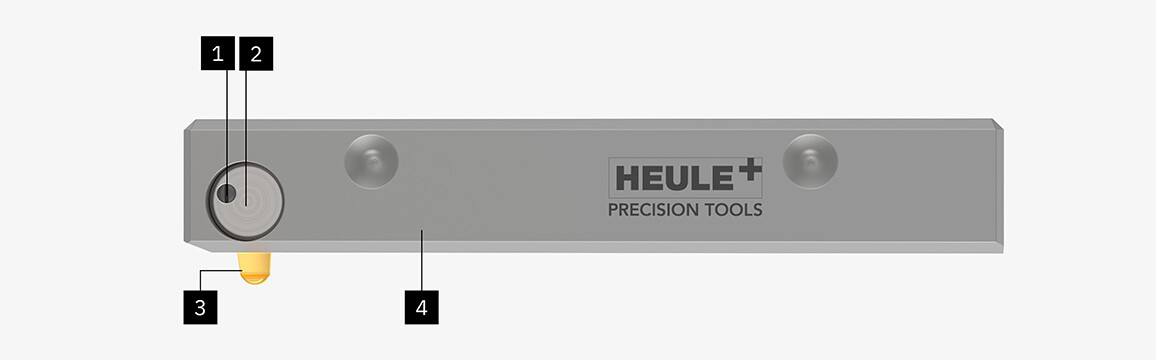
COFA
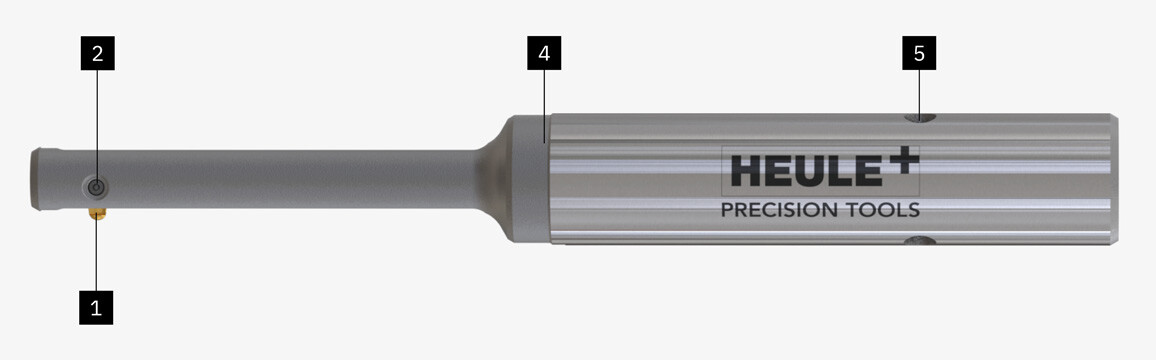
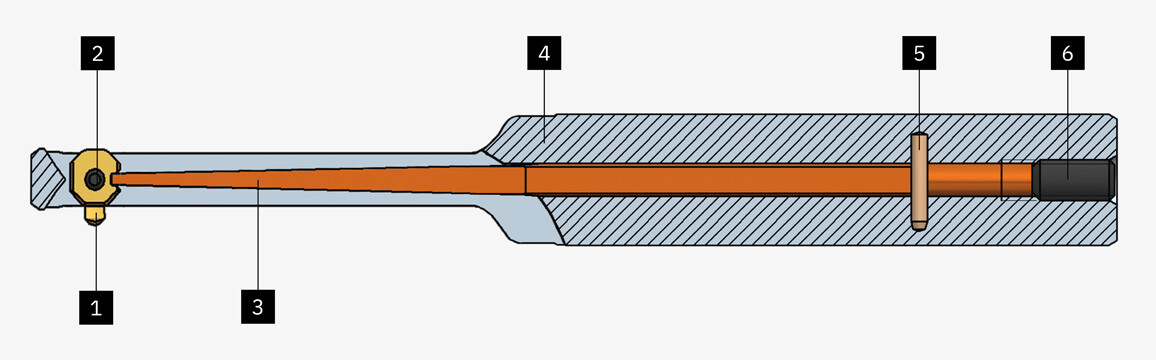
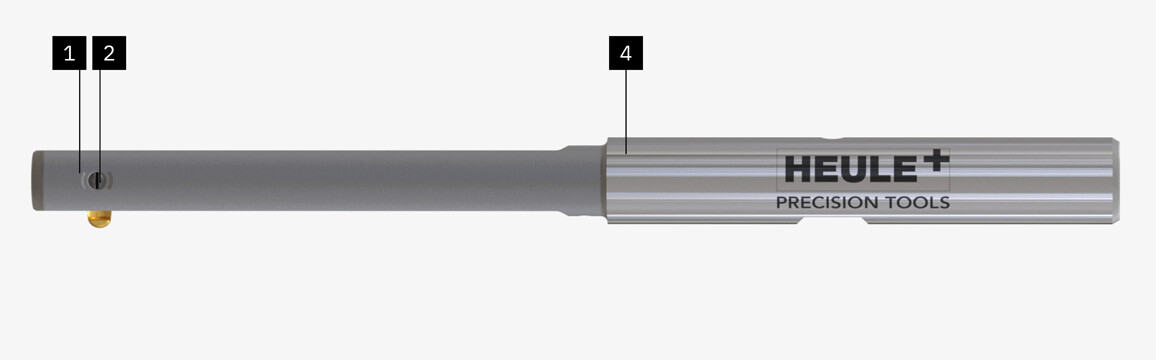
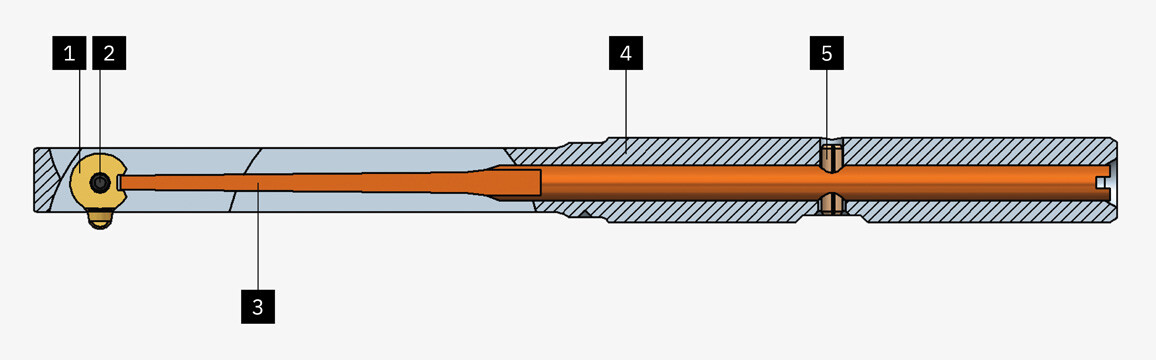
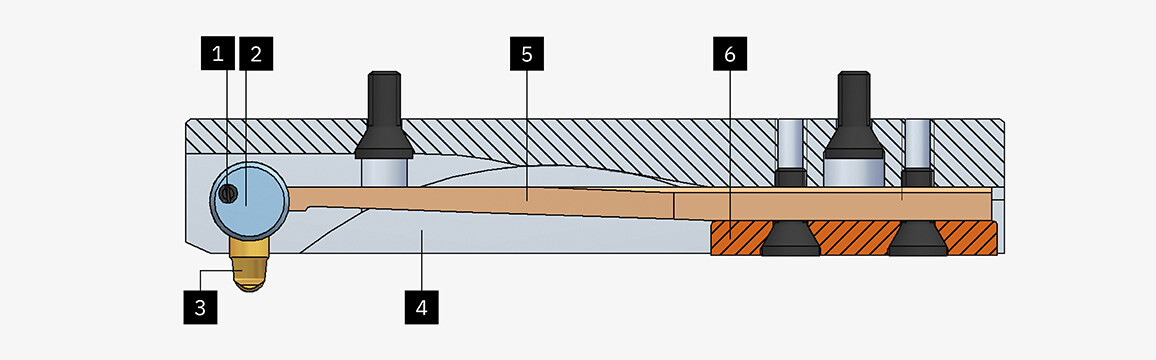
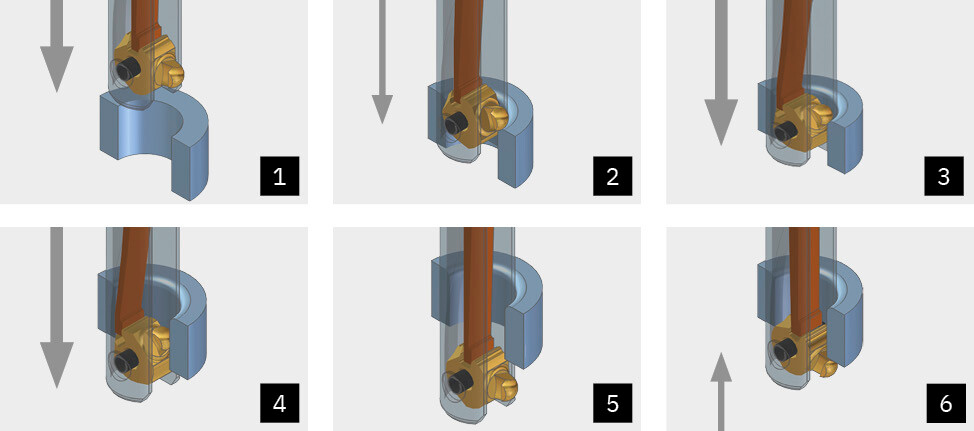
Sbavatura in tirata e spinta di fori piani e irregolari in un’unica operazione
- Non è necessario ruotare il pezzo o arrestare il mandrino
- Risultato della sbavatura di forma radiale
- Gamma di articoli standard a partire da un diametro foro di 2,0 mm
- Soluzioni a cassetta per diametri foro da 10,0 mm a qualsiasi dimensione
COFA | Documentazione
pdf ・ 3,3 MB