
체인 휠 드럼
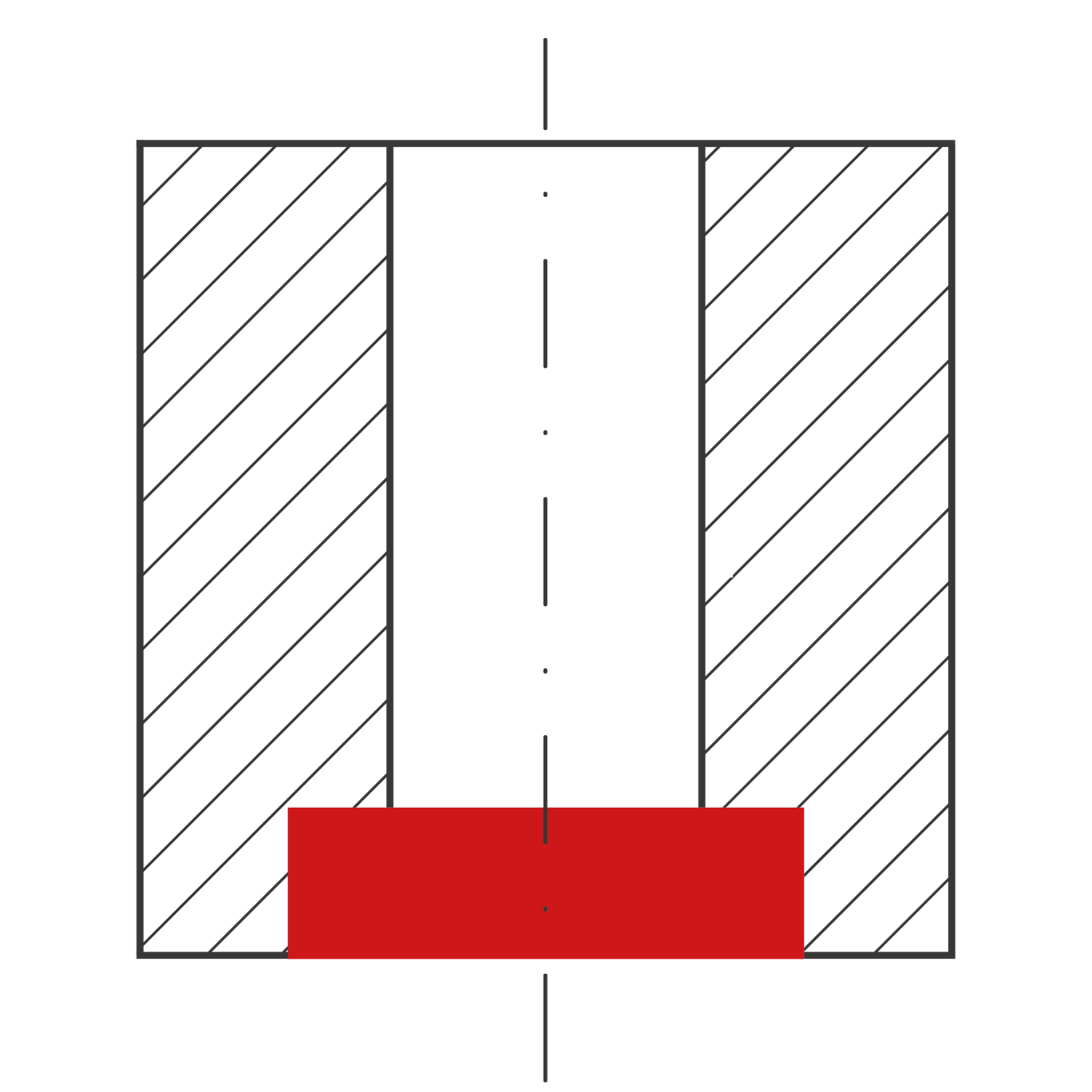
볼트 연결부를 위한 안정적인 공정 카운터 보링 해결방법.
기계장비 제조산업 공급자인 당사의 고객은 백 스폿 페이스를 볼트 연결부에 적용하는 해결방법을 모색하는 중이었습니다. 가공소재는 앞으로 재 클램핑되어서는 안 됩니다. 각 가공소재를 재 클램핑하는 데 필요한 시간은 2x 0.5시간으로 계산됩니다(얼라인먼트와 제로잉 제외).
| 가공소재 | 체인 휠 드럼 |
| 보어경 | Ø21.0 mm |
| 카운터 보어경 | Ø40.0 mm, 모서리 반경 R1.2 |
| 가공소재당 보어 수 | 40 |
| 소재 | G-22 Ni MoCr5-6 |
| 기계 | Lathe Mazak Integrex 70YB / 수평 기계가공 |
HEULE는 카운터 보링 공구 SOLO2를 제안했습니다. SOLO2는 절삭 블레이드를 정지 시 확장된 형태로 남아 있고 스핀들 작업속도가 약 2,000 rpm에 도달했을 때 빠지는 특수 기능이 있습니다. 이는 스핀들 속도가 보어를 통과하는 동안 일시적으로 증가하고 보어 뒷면을 기계가공한다는 의미입니다. 거친 소재나 카운터 보어는 낮은 스핀들 속도에서 단속 절삭을 통해 기계가공할 수 있습니다.
| 공구 | SOLO2 21.0 / 40.0 mm, 작업가능 길이 50 mm |
| 블레이드 | SOLO 카바이드 블레이드, A타입 코팅 |
| 작업속도 | 300 rpm |
| 작업 이송 | 0.03 mm/rev. |

재 클램핑 없이 가공소재를 완전히 처리함으로써 비용을 절약하는게 주안점입니다. 연간 200개 가공소재를 기준으로 200시간 이상 절약하는 것과 동등한 수치입니다. SOLO 공구 투자 공제 후, 연간 순 지출 절약이 상당했습니다.
기계 작동자는 다음과 같이 언급했습니다.
생산 관리자 는 SOLO 공구를 사용한 공정 안정 해결방법에 대해 매우 만족스러워 합니다 . 재 클램핑이라는 힘든 작업과 대형 가공소재 정렬이 더 이상 필요하지 않으며, 마감품은 기계에서 쉽게 제거할 수 있습니다. 이는 생산 효율성을 상당히 향상시켰습니다.