Ébavurage thermique (TEM)
Lors de l'ébavurage thermique (TEM), le matériau à enlever est vaporisé par la forte chaleur produite par une réaction chimique. Le TEM est notamment utilisé pour les géométries complexes, les zones difficilement accessibles ou en présence de nombreux trous. Les arêtes vives externes et internes sont ébavurées simultanément au cours du processus. Presque tous les matériaux oxydants peuvent être traités. Le résultat est des arêtes de trou vives ou légèrement arrondies. La taille de la chambre d'ébavurage limite la taille ou la quantité de la pièce. L'influence de la chaleur sur le matériau et la géométrie du composant doit être vérifiée.
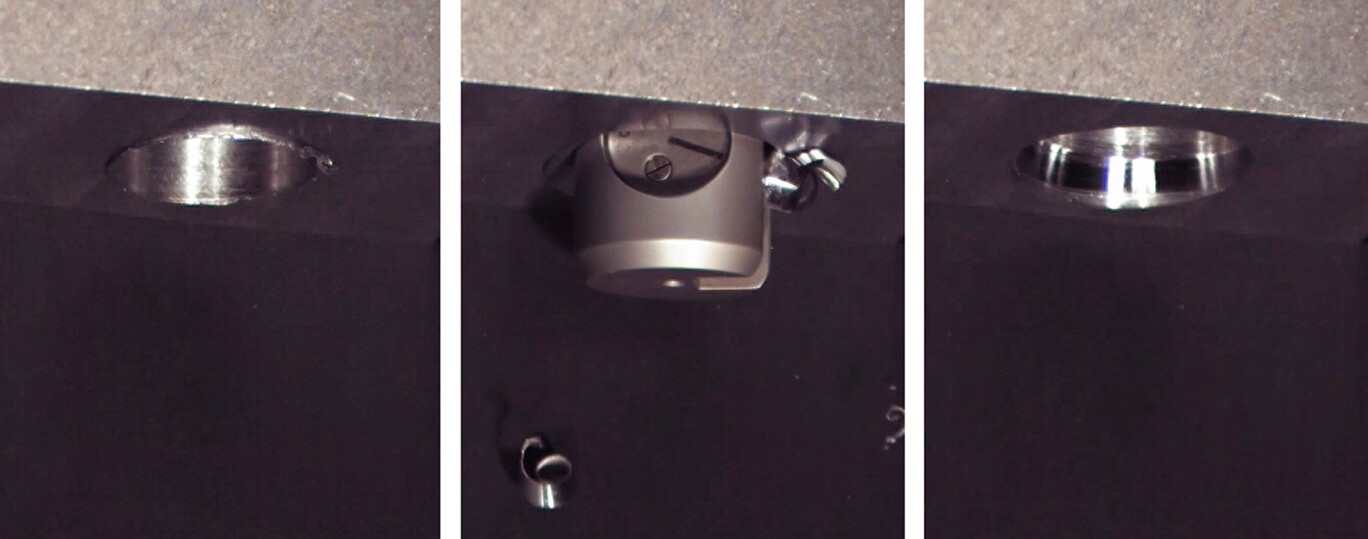
Ébavurage électrochimique (ECM)
Lors de l'ébavurage électrochimique (ECM), l'élimination des bavures s'effectue par dissolution anodique du métal. Il est utilisé pour presque tous les métaux, même pour une pièce trempée. Comme il s'agit d'un procédé sans contact avec un très faible apport de chaleur, il n'y a pas d'usure de l'outil, pas de formation de bavures secondaires et pas de contrainte mécanique. La longueur maximale de la bavure est limitée à environ 0,3 mm. La pièce métallique doit être soigneusement nettoyée avant et après le traitement.
Ébavurage par jet d'eau à haute pression
Lors de l'ébavurage par jet d'eau à haute pression (HDW), plusieurs arêtes et des trous difficilement accessibles sont ébavurés simultanément. Un jet d'eau est dirigé avec une pression allant jusqu'à 1 000 bars sur les zones du composant à traiter. Il faut vérifier si, en raison de la contrainte mécanique, des particules se détachent du bord du trou et si, en raison de l'élimination seulement partielle des fanions de bavure, des surfaces rugueuses se forment.
Grenaillage avec granulats
Lors du grenaillage avec granulats, des matériaux tels que le sable sont projetés sur le bord du trou à des vitesses allant jusqu'à 80 m/s. Les zones adjacentes sont également affectées. Le nettoyage après l'ébavurage peut représenter un défi.
Ébavurage à la brosse
Lors de l'ébavurage à la brosse, les bavures de la pièce sont éliminées à l'aide d'outils à brosse spéciaux. La manipulation est simple et le spectre d'application est varié en raison des nombreuses variantes d'outils. Les limites de l'ébavurage à la brosse résident dans les bavures plus importantes, les matériaux très durs et les endroits difficilement accessibles.