
Obudowa zegarka
Bezpieczna procesowo produkcja seryjna najmniejszych otworów.
Producent zegarków stosował już narzędzie do gratowania w produkcji swoich obudów, ale nie osiągnął rezultatu bezpiecznego procesowo. Wynikały z tego zbyt wysokie koszty kontroli i poprawek.
| Detal | Obudowa zegarka |
| Średnica wiercenia | Ø 1,5 mm |
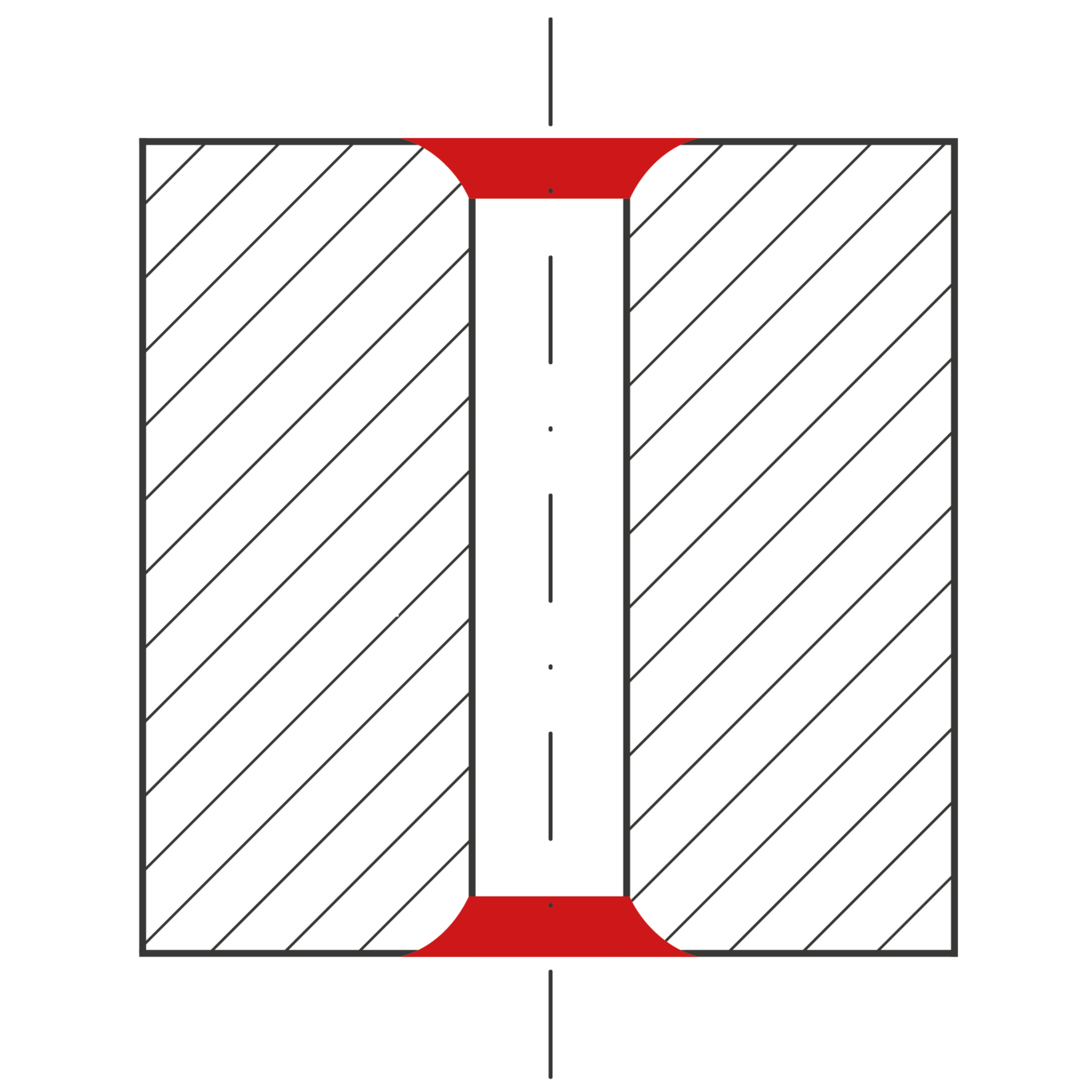
| Średnica fazy | Ø 1,8 mm |
| Tworzywo | XcrNiMo |
| Wtórna wysokość zadzioru | < 5my |

Kluczowym problemem było to, że wysokość zadzioru była nieproporcjonalna do średnicy wiercenia. Analiza HEULE wykazała, że to zadanie produkcyjne można zrealizować z optymalizacją sekwencji produkcyjnej (redukcją obrazu zadziorów) i z narzędziem DL2. Ważne było tutaj to, że DL2 pracuje z chłodzeniem wewnętrznym i przez to skutecznie odprowadzało zadziory z noża.
| Narzędzie | DL2 |
| Prędkość skrawania | 9600 U/min |
| Posuw | 0,007 mm/U |

Opracowane z klientem rozwiązanie zapewniło produkcję seryjną bezpieczną procesowo. Żywotność noża do gratowania wynosi 20 000 gratowań. Charakterystyczne są oszczędności przez redukcję kosztów kontroli i poprawek.