
Kettenrad-Trommel
Prozesssichere Lösung für die Plansenkungen für Verschraubungen.
Unser Kunde, ein Zulieferer an die Maschinenindustrie, suchte eine Lösung für das Anbringen von Plansenkungen für die Verschraubung. Zukünftig sollte das Werkstück hierfür nicht umgespannt werden müssen. Der Aufwand für das Umspannen belief sich auf zweimal 0.5 Stunden pro Werkstück (ohne Ausrichtung und Nullpunkt-Bestimmung).
| Werkstück | Kettenrad-Trommel |
| Bohrungsdurchmesser | Ø21.0 mm |
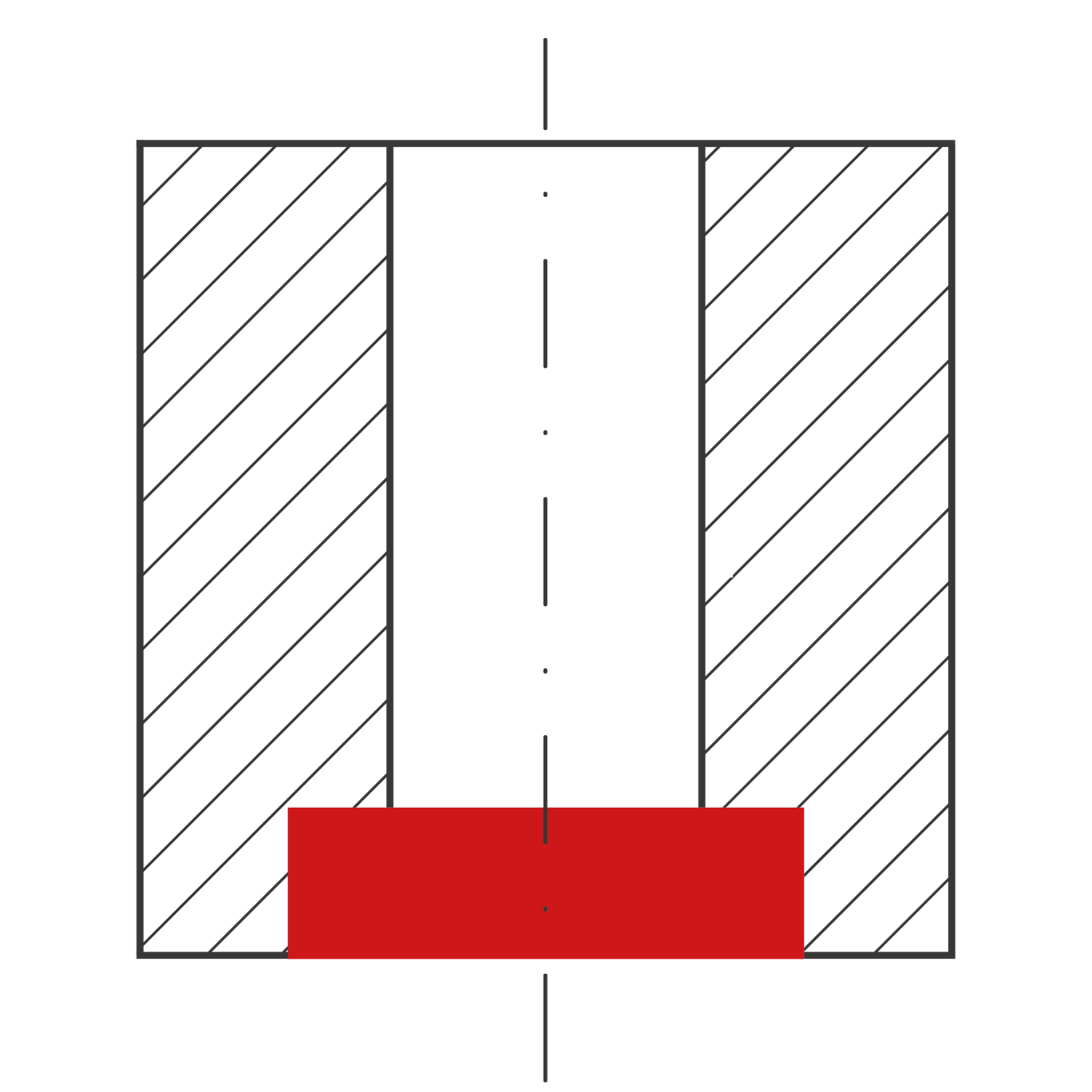
| Senkdurchmesser | Ø40.0 mm mit Eckradius R1.2 |
| Anzahl Bohrungen pro Werkstück | 40 |
| Werkstoff | G-22 Ni MoCr5-6 |
| Maschine | Drehbank Mazak Integrex 70YB / Horizontalbearbeitung |
HEULE schlug sein Plansenkwerkzeug SOLO2 vor. SOLO2 hat die besondere Eigenschaft, dass die Schneidmesser im Ruhezustand ausgefahren bleiben und erst mit einer Spindeldrehzahl von rund 2000 Touren einfahren. Das heisst, dass für das Durchfahren der Bohrung zur Bearbeitung der Bohrungsrückseite die Spindel-Tourenzahl kurz hochgefahren wird. Danach können zähe Werkstoffe oder Plansenkungen mit unterbrochenem Schnitt mit einer tiefen Spindeldrehzahl bearbeitet werden.
| Werkzeug | SOLO2 21.0 / 40.0 mm, Nutzlänge 50 mm |
| Messer | SOLO HM-Messer mit A-Beschichtung |
| Arbeitsdrehzahl | 300 U/min. |
| Vorschub | 0.03 mm/U. |

Im Vordergrund steht die Kosteneinsparung durch die Fertigbearbeitung des Werkstücks ohne Umspannen. Bei 200 Werkstücken im Jahr beläuft sich diese Einsparung auf über 200 Stunden. Nach Abzug der Werkzeug-Investition in die SOLO Werkzeuge verbleibt immer noch eine lukrative Netto-Einsparung pro Jahr.
Der Maschinenbediener stellte fest:
Den Produktionsleiter freut die prozesssichere Lösung mit SOLO. Das aufwendige Umspannen und Ausrichten des grossen Werkstücks entfällt komplett und er kann das Teil fertig bearbeitet der Maschine entnehmen. Dies erhöhte die Wirtschaftlichkeit der Fertigung beträchtlich.