
Aluminiumfelgen
Reduzierte Prozesskosten sowie Zykluszeiten dank Individualentwicklung eines Kombinationswerkzeugs.

Die Herstellung von Bohrungen und Senkungen in Aluminiumfelgen benötigen heute den Einsatz von vier verschiedenen Werkzeugen. Der Operationsplan bedingt zudem ein Wenden des Werkstücks. Der Instandstellungsaufwand und die entsprechende Stillstandzeit zur Justierung der reparierten Werkzeuge sind beachtlich. Die hohen Kosten für die bestehenden Werkzeuge und die nicht gewährleistete Prozesssicherheit waren Grund genug, die aktuelle Fertigungsfolge zu überdenken.
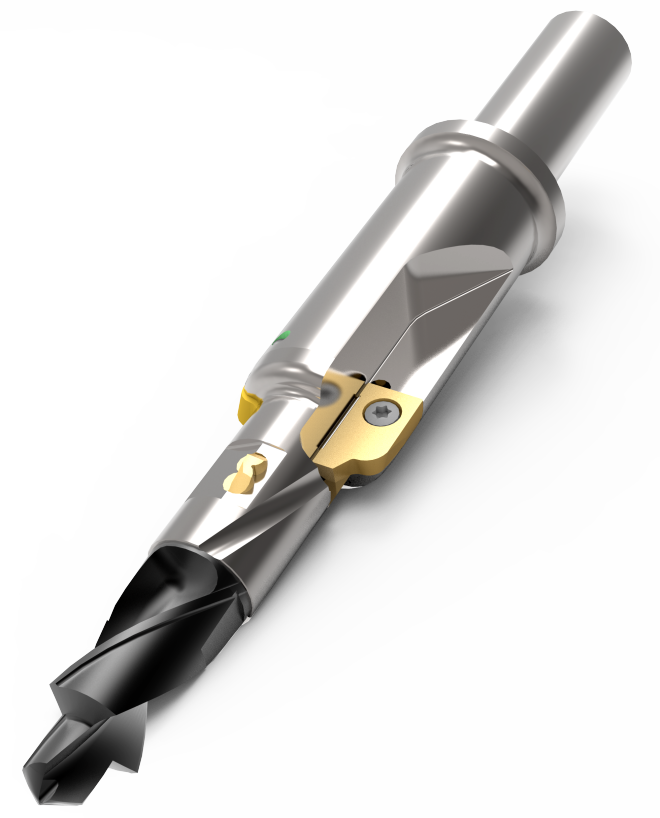
Der Lösungsansatz von HEULE sieht vor, alle vier bestehenden Werkzeuge zu einem einzigen zu vereinen. Hierfür fügt HEULE zwei bestehende Werkzeugsysteme zusammen und kombiniert die Nutzen der Werkzeuge in idealer Weise. Das neue Werkzeug macht das aufwändige Wenden des Werkstücks überflüssig.
| Werkzeug | Bohr-Senk Kombinationswerkzeug |
| Werkzeuggrundkörper | VEX-SNAP5 Spezialausführung |
| Messer | SNAP5 Ø11.6 DLC / GH-Q-M-15547 nur rückwärts schneidend |
| WSP | Platte 30° aus Hartmetall beschichtet |
| Bohren Schnittdaten | Drehzahl: S = 2‘750 U/min Vorschub: F = 550 mm/min |
| Fasen Schnittdaten | Drehzahl: S = 2‘750 U/min Vorschub: F = 450 mm/min |

Der Kunde ist mit dem Ergebnis und der erreichten Zeiteinsparung sehr zufrieden. Wichtig ist bei solchen Anwendungen mit mehreren Operationen in einem Werkzeug, dass der Vorschub und auch die Drehzahl für das Senken und Fasen angepasst werden müssen. Innenkühlung ist zwingend notwendig, um die Späne wegzuspülen. HEULE wählt eine möglichst stabile Werkzeugausführung, damit keine Vibrationen entstehen können. Hierbei geben die vorhandenen Platzverhältnisse den Rahmen für die Dimensionierung des Spezial-Kombiwerkzeugs. Die HEULE Spezialwerkzeuge sind für ihre Einfachheit und Prozesssicherheit bekannt.