
Bremsscheibe
Durch mehrere Arbeitsschritte in einem Werkzeug zur bestmöglichen Kosteneffizienz.
Die Automobilindustrie benötigt Millionen von Bremsscheiben. Daher muss das Herstellungsverfahren zu 100% optimiert sein. Bei dieser Anwendung gibt es zwei verschiedene Arten von Bohrungen, die in kürzester Zeit gebohrt und fertiggestellt werden müssen.
| Werkstück | Bremsscheibe |
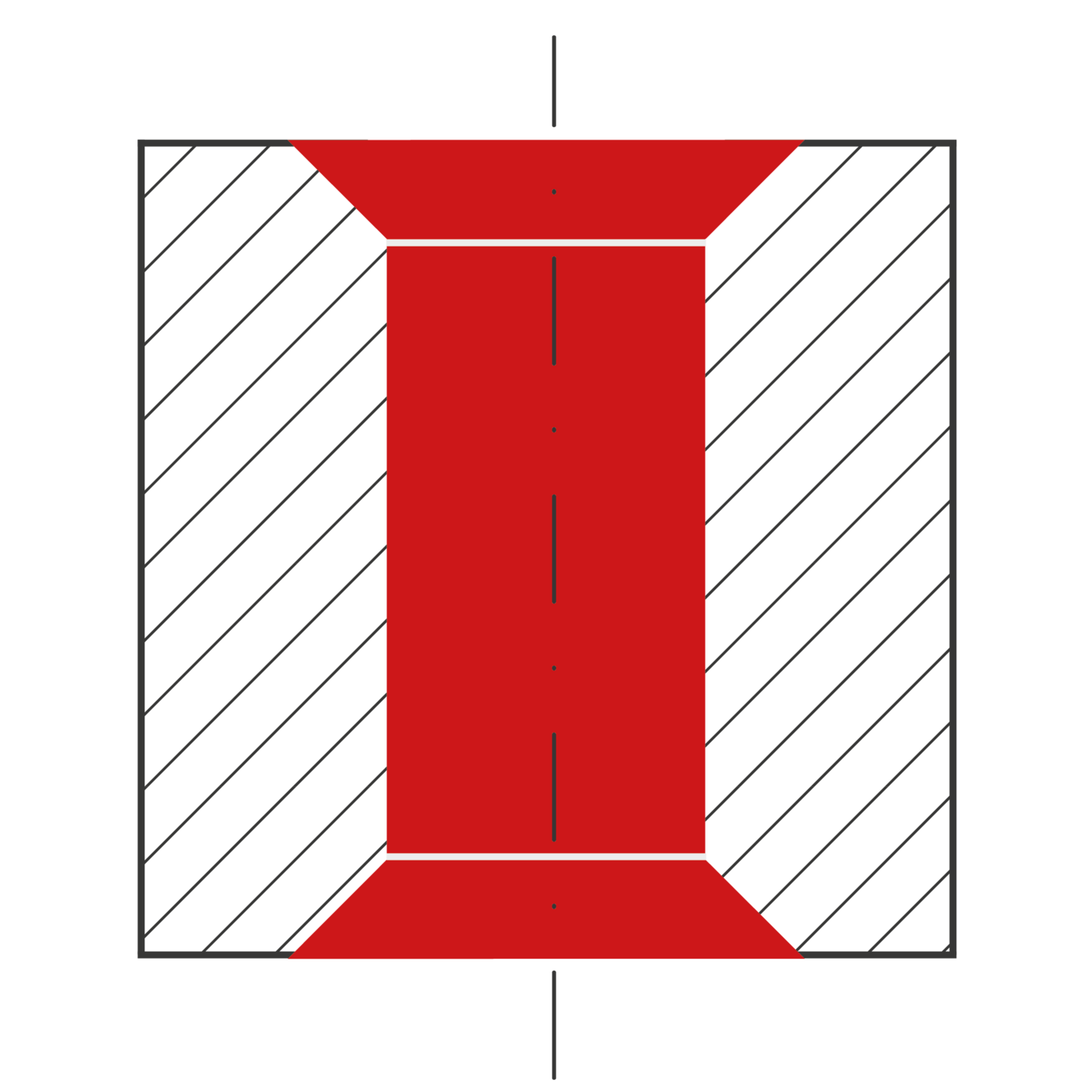
Bohrung 1
| Bohrung | Kernbohrung für M8-Gewinde |
| Fase | vorne und hinten: Ø8,5 mm x 90° |
| Werkstoff | Guss |
Bohrung 2
| Bohrung | Ø8,6 mm |
| Senkung vorwärts | Ø17,2 mm x 90° |
| Fase rückwärts | Ø0,5 mm x 45° |
| Werkstoff | Guss |

Bohrung 1
Die Kernbohrung wird in einem einzigen Durchgang mit einem VEX Bohrkombinationswerkzeug gebohrt und sowohl vorne als auch hinten (Ø8,5 mm x 90°) angefast.
| Werkzeug | VEX |
| Bohren Drehzahl | 3200 U/min. |
| Bohren Vorschub | 0,25 mm/U. |
| Fasen Drehzahl | 1900 U/min. |
| Fasen Vorschub | 0,15 mm/U. |
| Kühlmittel | trocken |
| Standzeit | > 30'000 Bohrungen |

Bohrung 2
Diese Bohrung wird zuerst gebohrt, dann vorwärts angesenkt (Ø17,2 mm x 90°) und rückwärts angefast (Ø0,5mm x 45°) – alles in einem einzigen Durchgang. Sie wird mit einem speziellen VEX Bohr-Senk-Kombiwerkzeug hergestellt.
| Werkzeug | VEX |
| Bohren Drehzahl | 2600 U/min. |
| Bohren Vorschub | 0,26 mm/U. |
| Bohren Standzeit | > 30'000 Bohrungen |
| Fasen vorwärts Drehzahl | 1500 U/min. |
| Fasen vorwärts Vorschub | 0,15 mm/U. |
| Fasen vorwärts Standzeit | > 15'000 Bohrungen |
| Fasen rückwärts Drehzahl | 1500 U/min. |
| Fasen rückwärts Vorschub | 0,15 mm/Umdr. |
| Fasen rückwärts Standzeit | > 30'000 Bohrungen |
| Kühlmittel | trocken |

Die Integration verschiedener Bearbeitungen in einem Werkzeug in Verbindung mit der bewährten Prozessfähigkeit sichert die bestmögliche Kosteneffizienz.