Schalenringverschraubung
Bohren, Fasen vorwärts und Fasen rückwärts gleichzeitig: Kostensenkung von über USD 100'000 pro Jahr.
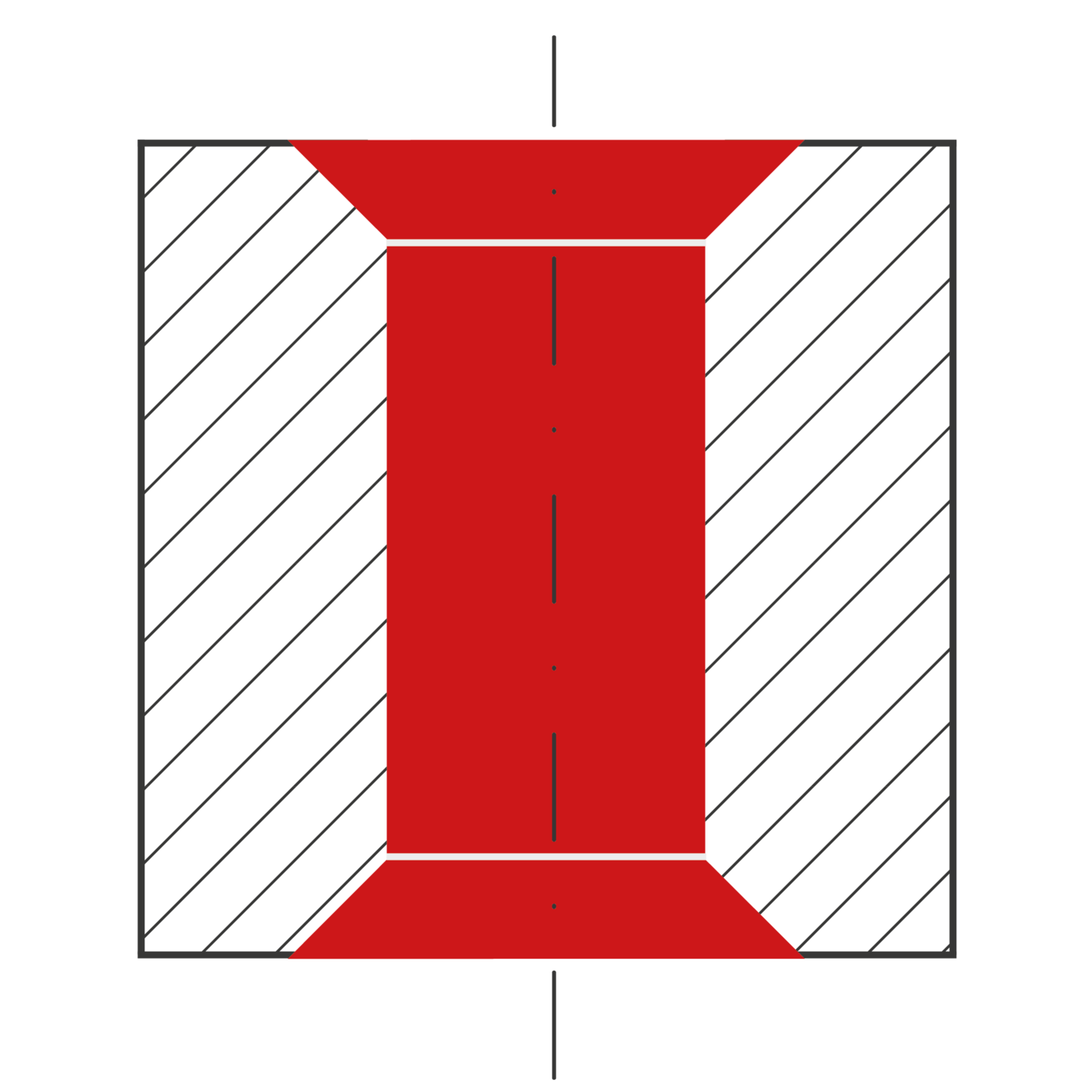
Dieser Getriebehersteller musste einen Ringverbinder mit 12 Bohrungen auf die effizienteste Art und Weise bohren und entgraten.
| Werkstück | Schalenringverschraubung |
| Bohrung | Ø5.0 mm |
| Materialstärke | 4.0 mm |
| Werkstoff | ADC 10 |
| Maschine | Magnix Gewindeschneidzentrum |
| Volumen | 1 Mio. Werkstücke pro Jahr |
| Werkzeug | VEX |
| Bohren Geschwindigkeit | 6'200 U/min |
| Bohren Vorschub | 0.2 mm/U |
| Anfasen Geschwindigkeit | 738 U/min |
| Anfasen Vorschub | 0.15 mm/U |
| Kühlmittel | externes Kühlmittel |
Der Vorteil dieser Lösung ist die erhebliche Einsparungen bei der Bearbeitungszeit durch die Kombination von drei Prozessschritten in einem einzigen Arbeitsgang. Der Getriebehersteller sparte mit dem Prozesswechsel auf VEX zwei CNC-Bearbeitungscenter ein.
