
Uhrengehäuse
Prozesssichere Serienfertigung kleinster Bohrungen.
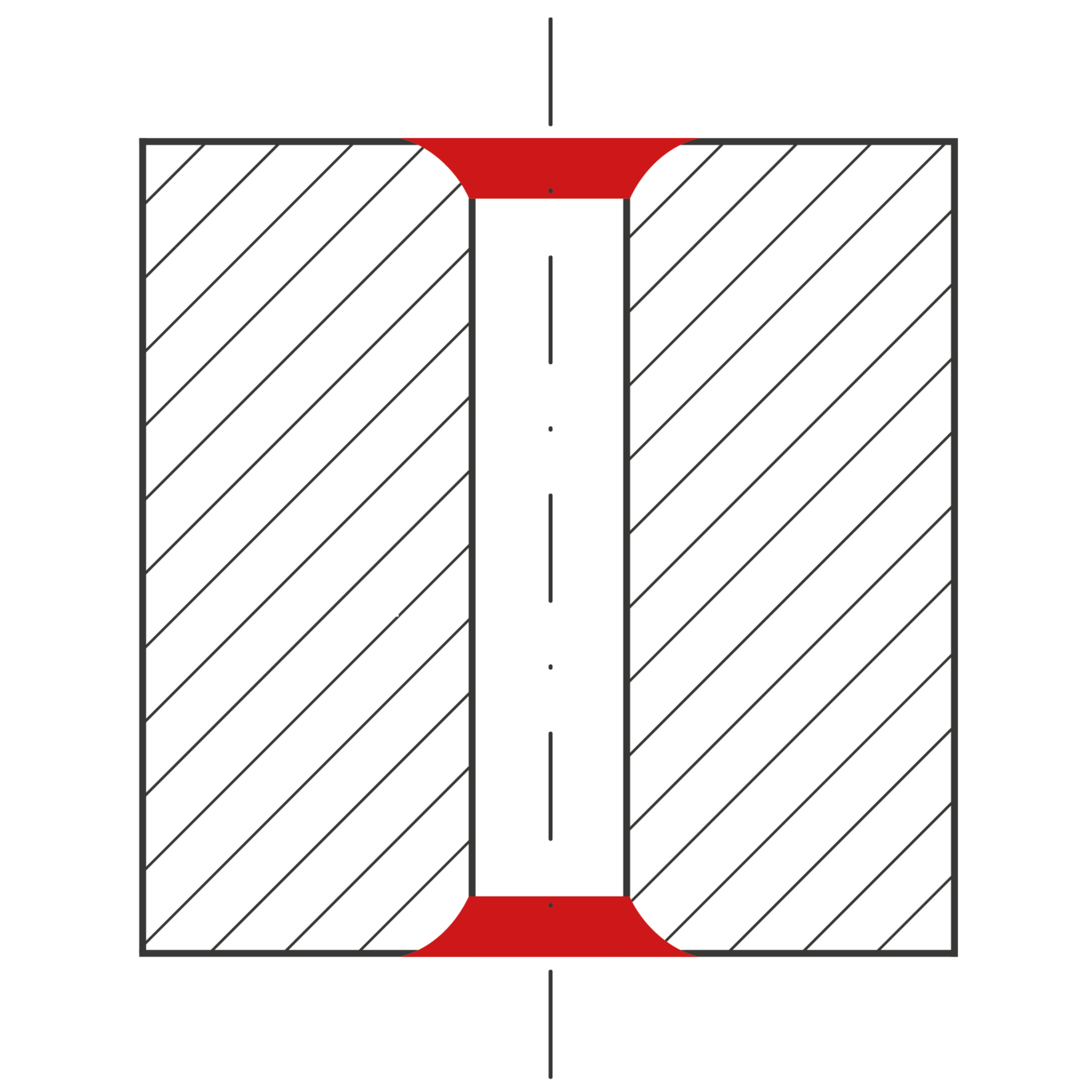
Bisher wurde die Bohrung der Uhrenkrone mit einem Mitbewerberwerkzeug entgratet. Die erforderliche Prozesssicherheit wurde jedoch nicht erreicht. Dies führte zu übermässigen Nacharbeits- und Prüfkosten. Das Hauptproblem war die unverhältnismässige Höhe des Grats.
| Werkstück | Uhrengehäuse |
| Bohrdurchmesser | Ø1.5 mm |
| Fasdurchmesser | Ø1.8 mm |
| Werkstoff | XcrNiMo |
| Sekundärgrathöhe | < 5my |

HEULE kam zum Schluss, dass das Problem durch eine Optimierung der Bohrsequenz und den Einsatz des Entgratungswerkzeugs DL2 gelöst werden konnte. Wichtig hierbei war, dass das DL2 mit Innenkühlung arbeitet und dadurch zuverlässig die Gräte von der Schneide wegführte.
| Werkzeug | DL2 |
| Schnittgeschwindigkeit | 9600 U/min |
| Vorschub | 0.007 mm/U |

Die mit dem Kunden entwickelte Lösung sorgte für eine prozesssichere Serienfertigung.