Entgratverfahren und Entgrattechnik
Dieser Bericht gibt einen umfassenden Überblick über die gängigsten Techniken und Methoden zur Entgratung von Bohrungen und zeigt auf, wo deren Stärken und Schwächen liegen.
In Branchen wie Automotive, Aircraft oder auch Hydraulik und Pneumatik werden Fertigungsprozesse laufend optimiert, um die Grossserien möglichst zeit- und kosteneffizient zu produzieren. Prozessschritte werden vereinfacht, Durchlaufzeiten verkürzt und an der Wiederholbarkeit hinsichtlich Qualität und Werkstückoberfläche gefeilt.
Insbesondere Grate an Bohrungskanten und Schnittkanten stellen Prozessverantwortliche dabei vor grosse Herausforderungen. Bei fast jeder Bohrbearbeitung kommt es zur Gratbildung. Dieser Materialüberhang muss entfernt werden, um die Funktionalität der Bauteile zu gewährleisten und die Verletzungsgefahr für den Endanwender oder Maschinenbediener zu minimieren. Verantwortliche müssen Lösungen finden, die die Probleme verursachenden Grate prozesssicher entfernen, Splitter vermeiden und gleichzeitig nicht zu viel Zeit und Geld in Anspruch nehmen.

Wichtige Kriterien für die Wahl des Verfahrens sind die Position des Grates am Bauteil, das verwendete Material (z.B. Stahl, Edelstahl, Aluminium) und Fertigungstoleranzen des Bauteils. Auch Ansprüche ans Entgratergebnis, die Integrierbarkeit in den bestehenden Produktionsprozess (bspw. direkt auf der CNC Maschine), Maschinenfähigkeiten und die Investitionsbereitschaft beeinflussen die Wahl der Entgratlösung. Die Sicherstellung der Gratfreiheit ist in vielen Fällen entscheidend für die Weiterverarbeitung. Nachfolgend sind die gängigsten Verfahren und Techniken mit ihren Eigenheiten aufgelistet.
Der Motorenblock als Beispiel eines Werkstücks, welches meist durch thermisches Entgraten bearbeitet wird.

Weitere Möglichkeiten sind das manuelle Entgraten (Handentgraten) oder das Entgraten mit Stufenbohrern. Auf diese beiden Verfahren gehen wir in diesem Bericht nicht im Detail ein, da die Handentgratung oft unwirtschaftlich ist und die Qualität vom Mitarbeiter abhängt.
Mechanische Entgratlösungen liefern zuverlässig gleichbleibende Entgratresultate.
Die Technologien im mechanischen Entgraten sind vielfältig, weshalb wir die Eigenheiten etwas genauer betrachten wollen.
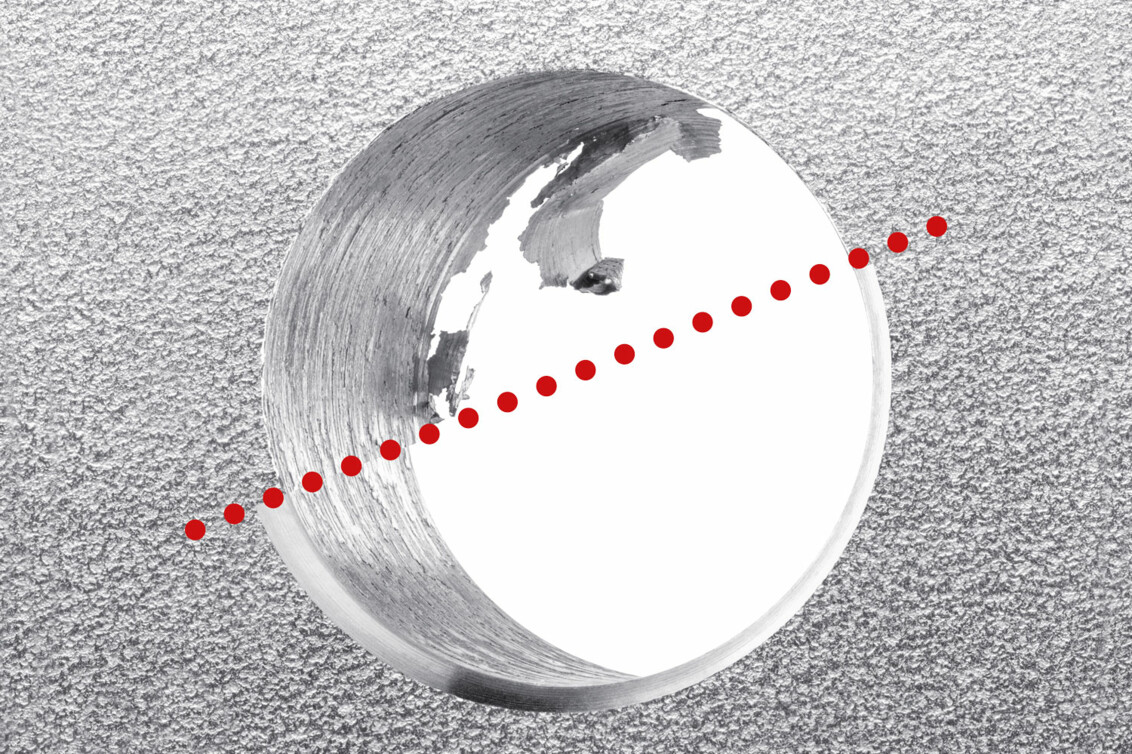
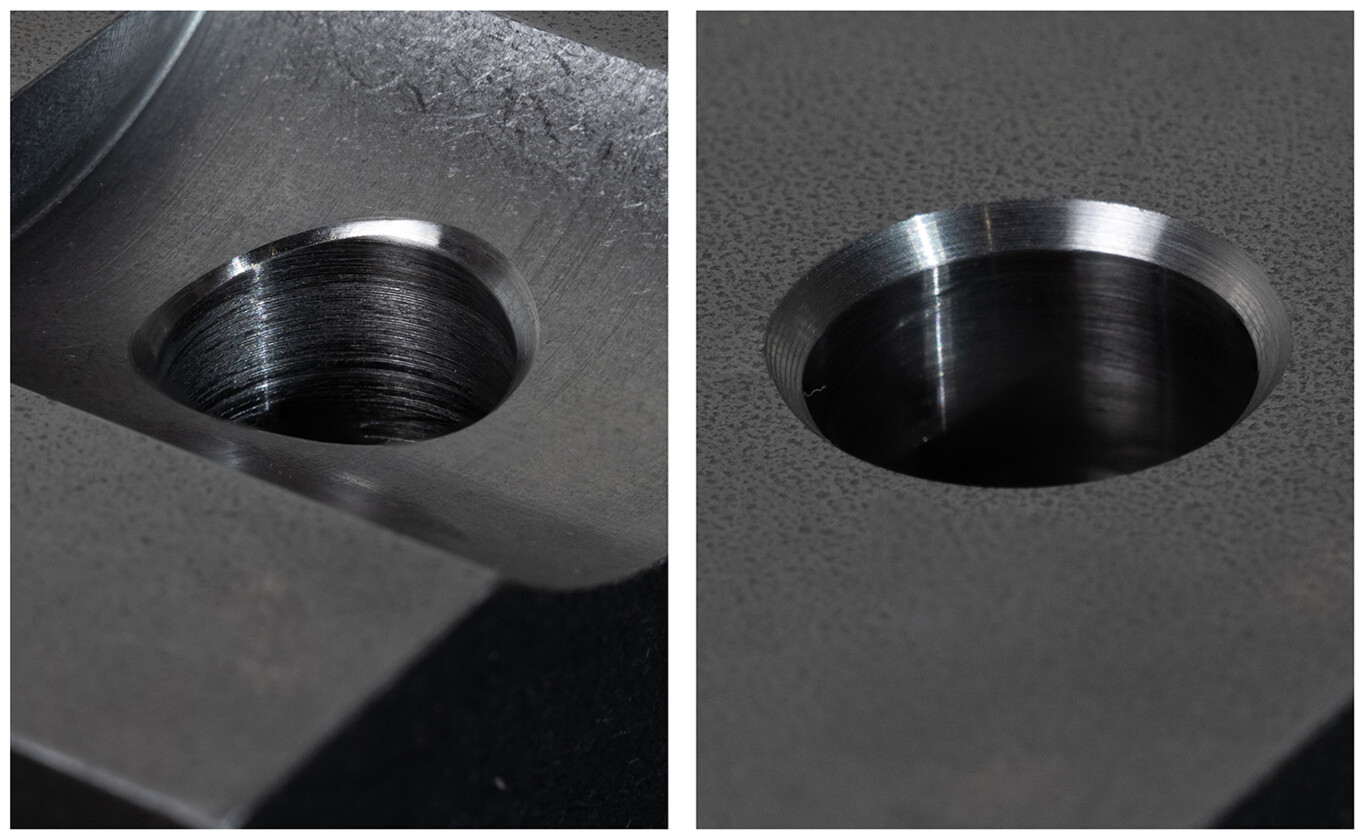
Beim Zirkularentgraten wird mit einem Werkzeug ein vordefinierter Arbeitsweg abgefahren. Je nach gegebenen Fertigungstoleranzen oder Toleranzen aufgrund der Aufspannung kann an gewissen Stellen gar keine, eine zu kleine oder auch zu grosse Fase entstehen.
Bei Werkzeugen mit beweglicher Schneide beginnt das Messer erst bei Kontakt mit der Bohrungskante mit dem Entgraten. So können beispielsweise Gussteile mit ihren typischen Toleranzschwankungen zuverlässig und mit gleichbleibendem Entgratergebnis bearbeitet werden. Nachteile starrer Systeme werden hier eliminiert

Bei allen Varianten des mechanischen Entgratens liegt der grosse Vorteil in der Integrierbarkeit in das bestehende Bearbeitungszentrum. Das Werkstück kommt nach einer nur wenig erhöhten Taktzeit fertig produziert von der Maschine. Nachgelagerte intern oder auch extern durchgeführte Bearbeitungsschritte fallen weg.
Durch das Vermeiden von Reinigung, Logistik oder externen Bearbeitungskosten reduzieren sich die gesamten Prozesskosten und Durchlaufzeiten. Aufgrund der gleichbleibenden Fertigungstechnologie und des einfachen Handlings der Werkzeuge fallen keine Schulungen fürs Personal an und das vorhandene Wissen rund um die Zerspanung kann aktiv genutzt werden. Vor allem die Prozesssicherheit steigt im Vergleich zur Handarbeit enorm.
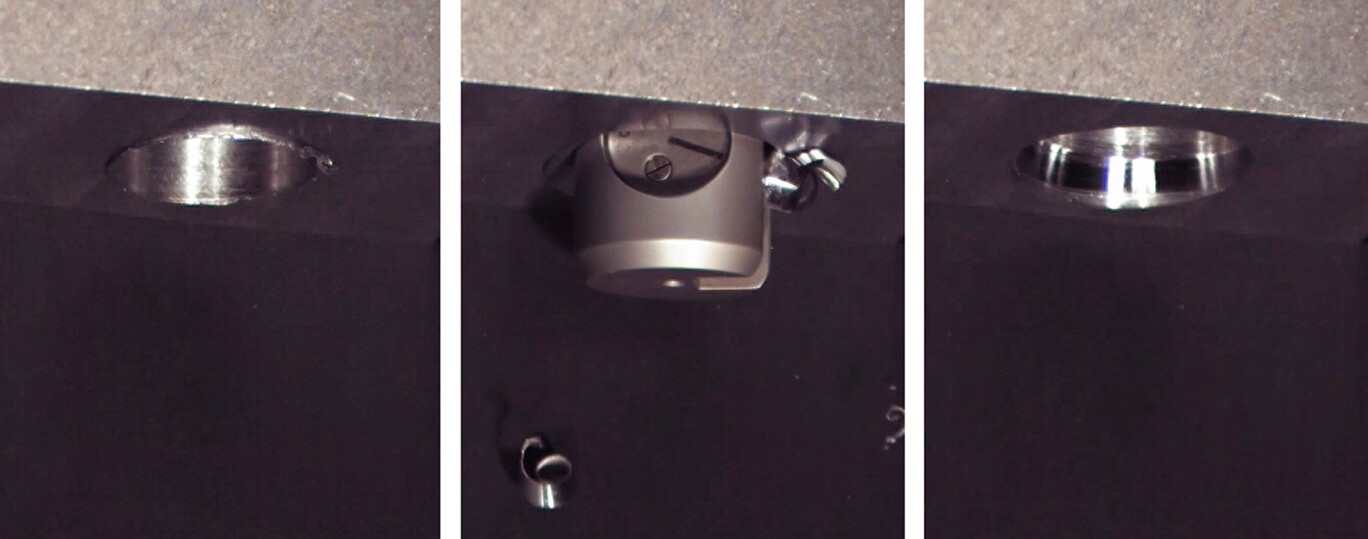
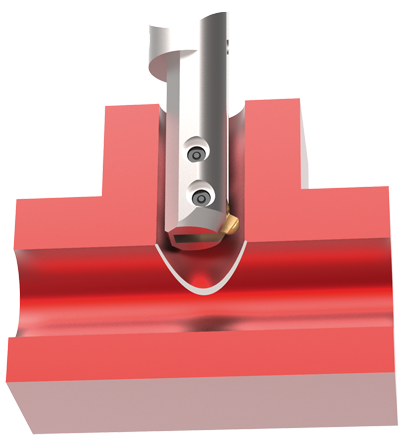
Mechanische Entgratlösungen mit beweglicher Schneide, wie hier das Werkzeug COFA von HEULE, liefern fertig entgratete Werkstücke direkt von der Maschine.
Hat sich ein Produktionsverantwortlicher für ein Entgratverfahren entschieden, gilt es, die passende Ausführung und den geeigneten Partner zu finden. Ein Praxisbeispiel: Ein Anwender aus der E-Mobilität muss bei einer Rotorwelle innenliegende und schwer zugängliche Kühlbohrungen entgraten. Bisher wurde die Entfernung der Grate und die Entgratung manuell von Hand durchgeführt.
Aufgrund einer Beanstandung eines Kunden musste ein stabileres und automatisiertes Entgratverfahren für die jährlich rund 1 Million Bohrungen gefunden werden. Bei der zu lösenden Entgratsituation werden Bauteile bearbeitet, die aufgrund der Herstellung aus gezogenen Rohren Schwankungen in der Wandstärke und somit im Durchmesser der innenliegenden Hauptbohrung aufweisen. Zirkularentgraten kommt aufgrund dieser Toleranz-Schwankungen nicht in Frage.
Auf einer Fachmesse wurde der Fertigungsleiter auf HEULE Precision Tools sowie deren Werkzeuge mit beweglicher Schneide aufmerksam. Ein gemeinsames Projekt mit der Technologie X-BORES wurde aufgegleist und der Kunde war von der Qualität des Ergebnisses rasch überzeugt. Heute kann er denjenigen Mitarbeiter, der sich bisher für die manuelle Entgratung verantwortlich zeichnete, an einer anderen Stelle im Produktionsprozess einsetzen.
Auch weitere Anwendungsmöglichkeiten hat der Kunde unterdessen bei HEULE angefragt, sogar eine kundenspezifische Werkzeuglösung ist in Planung. Denn findet sich in der Standardpalette kein passendes Werkzeug, bietet HEULE individuell auf den Kunden zugeschnittene Werkzeuge an.
HEULE empfiehlt allen Anwendern, den Entgratspezialisten möglichst früh in den Prozess zu involvieren. Denn gemeinsam kann die Geometrie des Bauteils möglichst entgratfreundlich gestaltet werden und auch die Voroperationen können in ihrer Gratbildung optimiert werden, so dass die Serienfertigung schlussendlich möglichst zeitoptimiert und wirtschaftlich läuft. Dies gilt für alle Teile, egal ob sie durch Fräsen, Bohren oder andere Verfahren hergestellt werden.

Gerne können Sie die beschriebenen Inhalte auch in unserem 20-minütigen Online Seminar anschauen. Einfach auf den Link klicken und sich registrieren.
