
Chain wheel drum
Process-reliable counterboring solution for bolt connections.
Our customer, a supplier to the machine manufacturing industry, was looking for a solution to apply back spot faces to bolt connections. The workpiece should not have to be re-clamped for this in the future. The time required to re-clamp each workpiece amounted to 2x 0.5 hours (not including alignment and zeroing).
| Workpiece | Chain wheel drum |
| Bore diameter | Ø21.0 mm |
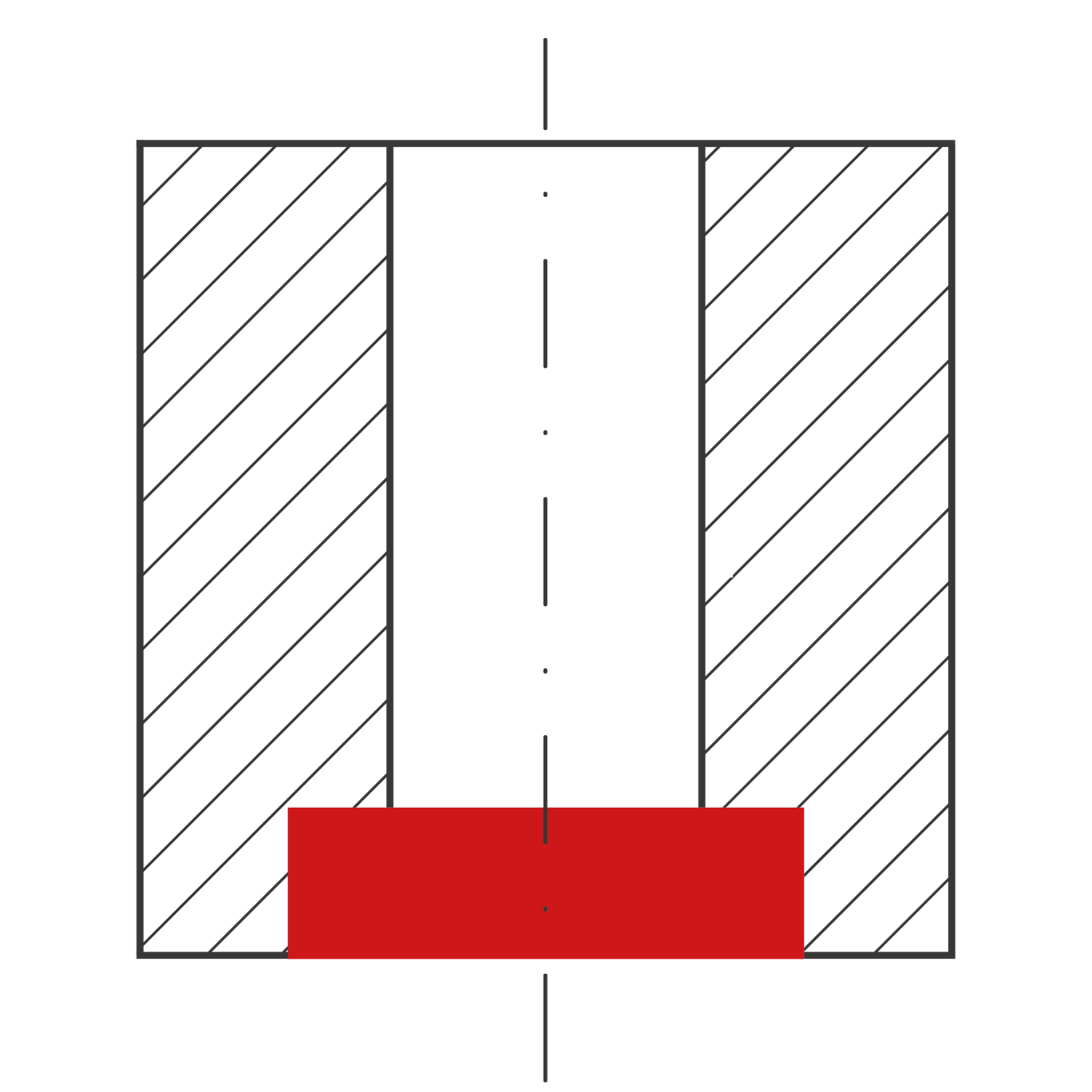
| Counterbore diameter | Ø40.0 mm with corner radius R1.2 |
| Number of bores per workpiece | 40 |
| Material | G-22 Ni MoCr5-6 |
| Machine | Lathe Mazak Integrex 70YB / Horizontal machining |
HEULE proposed their counterboring tool SOLO2. SOLO2 has a special feature in that its cutting blades remain extended at rest and only retract when the spindle working speed reaches approximately 2,000 rpm. This means that the spindle speed is increased temporarily to run through the bore and machine the back of the bore. Tough materials or counterbores can then be machined with an interrupted cut at low spindle speeds.
| Tool | SOLO2 21.0 / 40.0 mm, working length 50 mm |
| Blade | SOLO carbide blade with A-type coating |
| Working speed | 300 rpm |
| Working feed | 0.03 mm/rev. |

The focus is on cost savings by completely processing the workpiece without re-clamping. At 200 workpieces per year, this equates to savings of more than 200 hours. After deducting the investment in the SOLO tools, there is still a significant annual net cost saving.
The machine operator stated:
The production manager is very pleased with the process-reliable solution using the SOLO tool. The laborious task of re-clamping and aligning the large workpiece is no longer required, so the finished part can simply be removed from the machine. This significantly increased production efficiency.