Back to counterboring
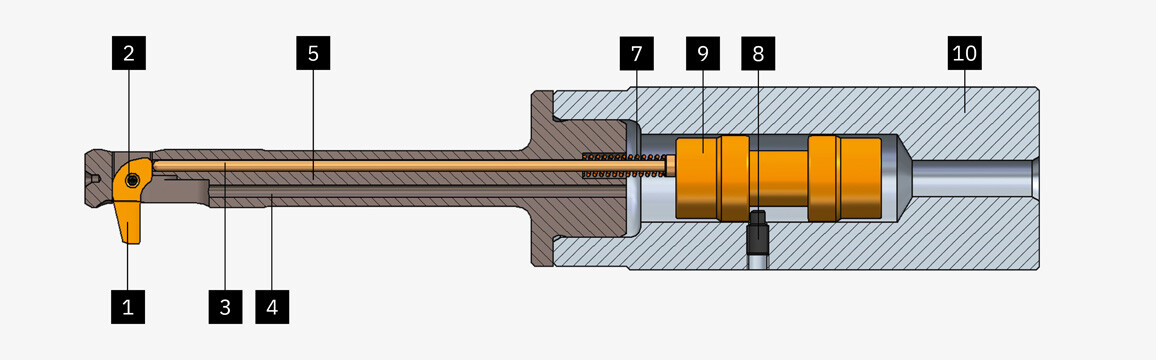
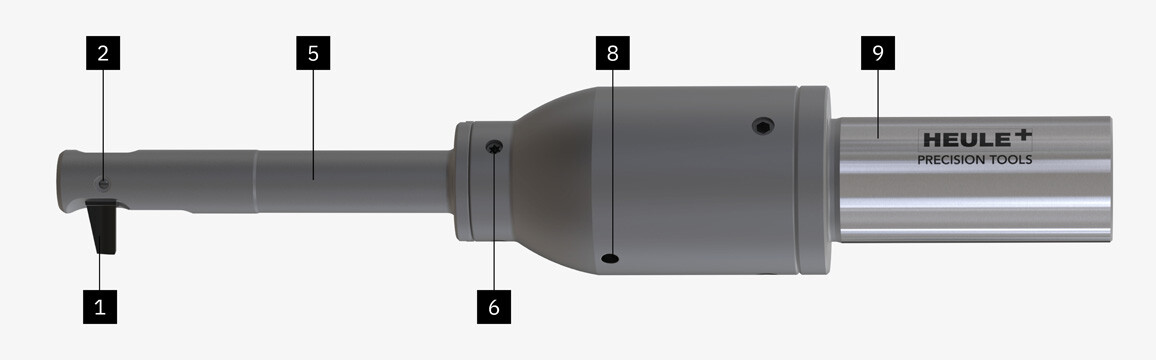
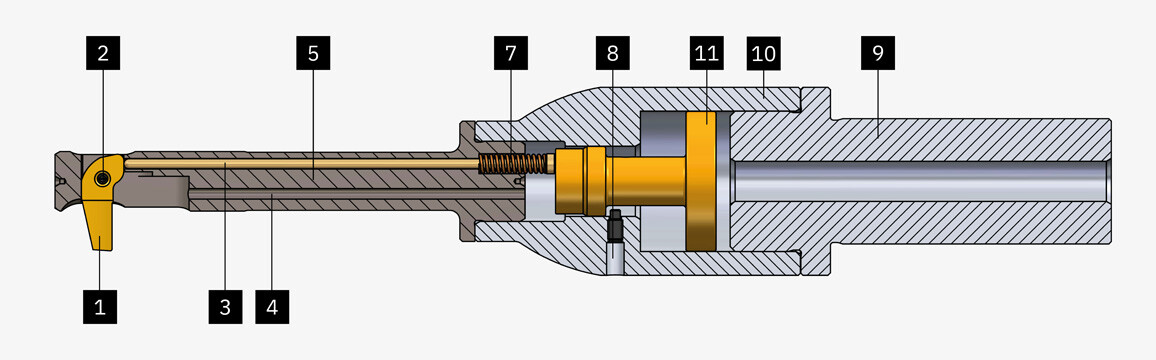
BSF
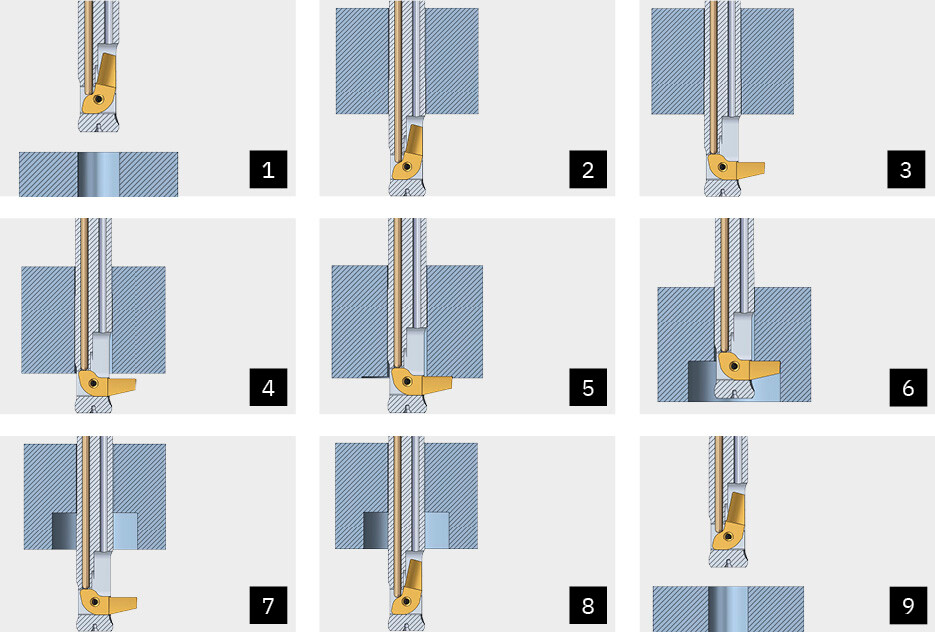
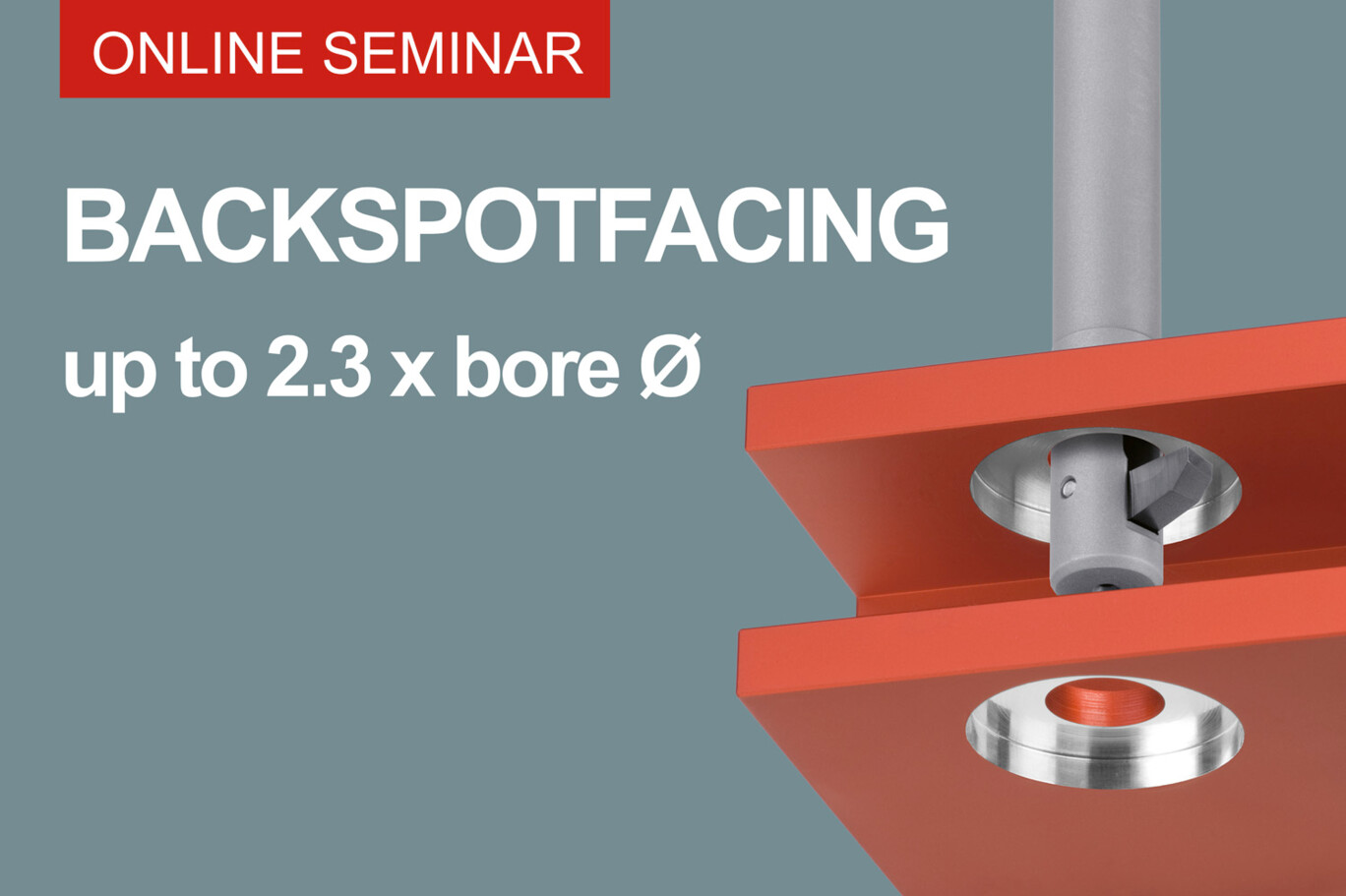
Backspotfacing up to 2.3 x the bore diameter
- Without rotating the workpiece
- Standard range for bore diameter 6.5 mm – 21.0 mm
- Reliable backspotfacing or counterboring
- Blade activation via internal coolant pressure, air pressure or manual activation ring
BSF | Catalogue
pdf ・ 4,0 MB