Sprocket wheel
34% cycle time reduction.
The customer mainly manufactures components for the automotive and fittings industries. They manufacture, among other things, flanges, sprockets and drive shafts. Prior to this, the customer had drilled the bores with a solid carbide tool and deburred both forwards and backwards with a deburring tool. The cycle time for all 12 bores was 320 seconds. They had to rework the workpieces outside of the machine because the deburring tool failed to produce a consistent chamfer.
| Workpiece | Sprocket wheel |
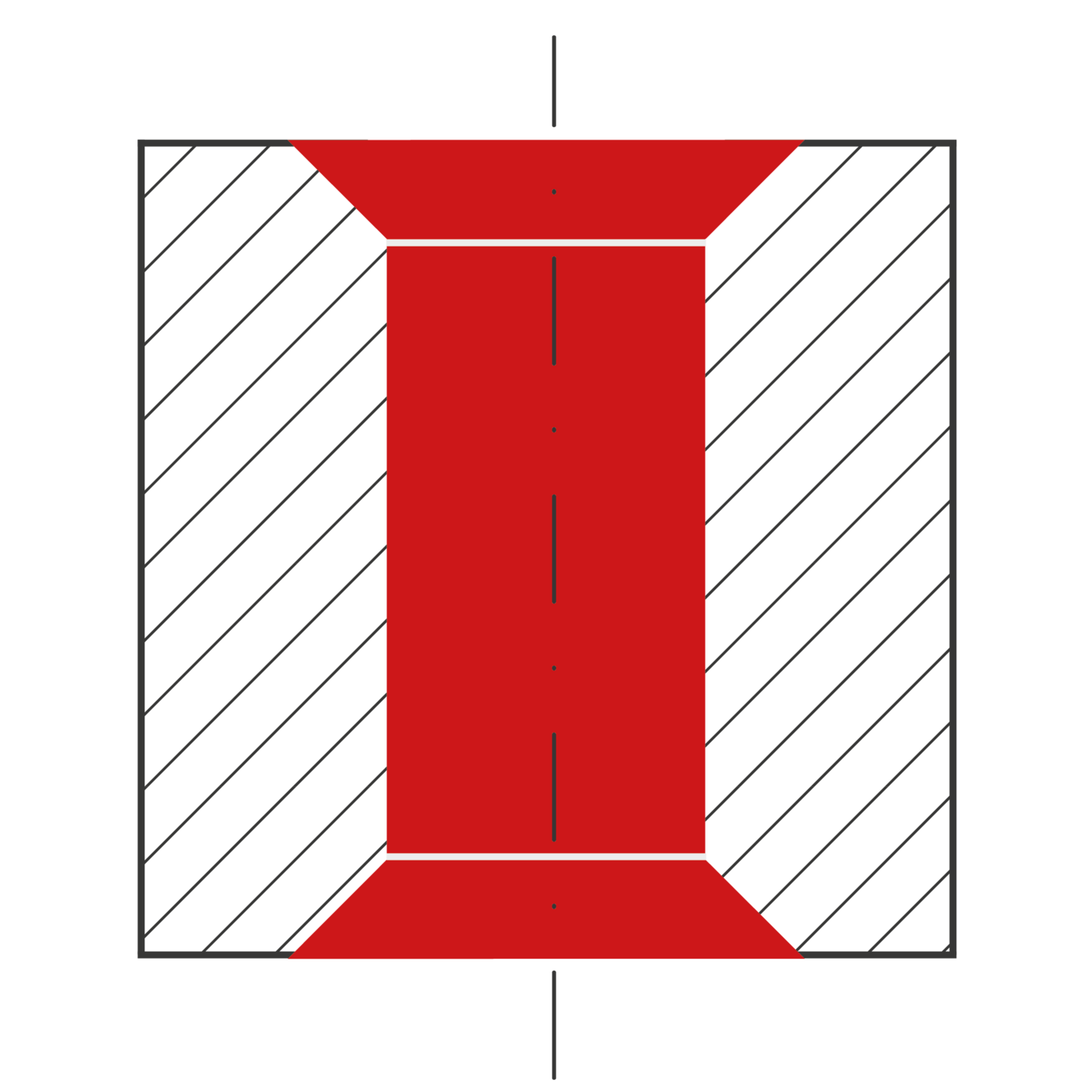
| Bore diameter | Ø16 mm |
| Drilling depth | 12 mm |
| Chamfer | 0.5×45° |
| Material | Cast steel, 500 N/mm2 |

The customer decided to use a HEULE VEX-P drilling and chamfering combination tool. This tool allows the user to machine the bores in a single setting and without the need to switch tools.
| Tool | VEX-P |
| Cutting speed | 1,500 rpm |
| Working feed | 0.2 mm/rev |
| Service life drill insert | 100 m |
| Service life blade | 8,000 to 10,000 bores |
By using the VEX-P tool, the customer was able to reduce the production time by 34 percent to now 210 seconds . The customer is very satisfied with the reduction in production time and the improvement in process reliability. They are particularly impressed with the tool's simple handling and easy blade change of the SNAP chamfering blade.