Termické odjehlování (TEM)
Při termickém odjehlování (TEM) se materiál, který má být odstraněn, odpařuje velkým teplem způsobeným chemickou reakcí. TEM se používá zejména u složitých geometrií, těžko přístupných oblastí nebo u mnoha otvorů. Vnější a vnitřní ostré hrany se v procesu odjehluje současně. Lze obrábět téměř všechny oxidující materiály. Výsledkem jsou ostrohranné nebo lehce zaoblené hrany otvorů. Velikost odjehlovací komory omezuje velikost, resp. množství obrobku. Je třeba zkontrolovat vliv tepla na materiál a geometrii součásti.
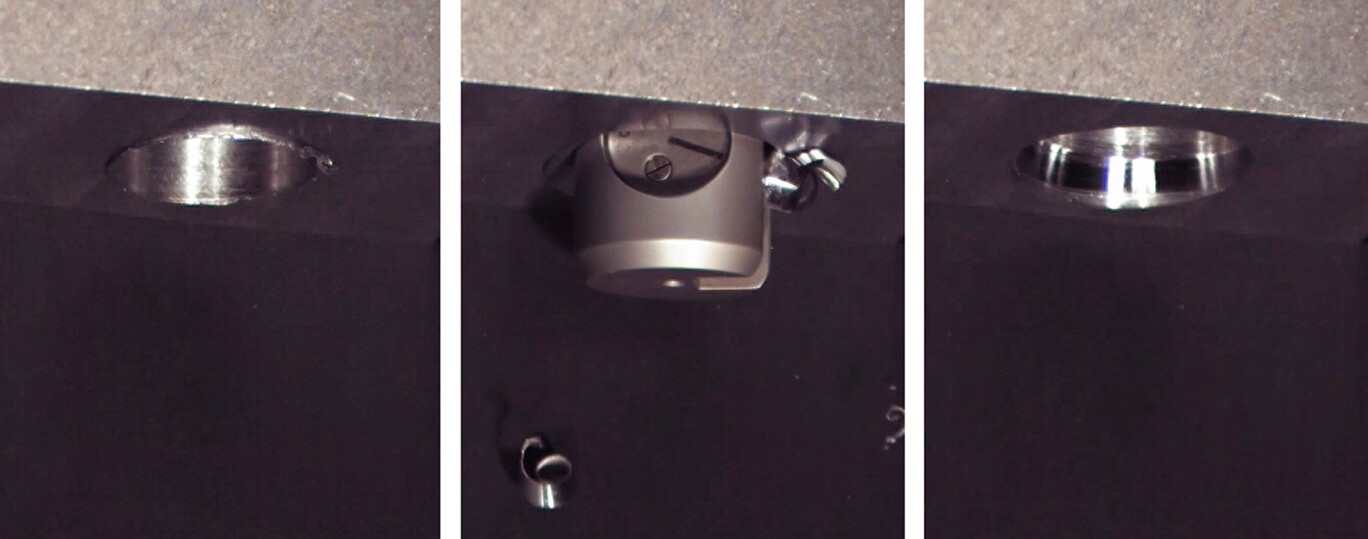
Elektrochemické odjehlování (ECM)
Při elektrochemickém odjehlování (ECM) dochází k odstraňování otřepů anodickým rozpouštěním kovu. Používá se u téměř všech kovů, dokonce i u kaleného obrobku. Jelikož se jedná o bezkontaktní postup s velmi nízkým tepelným příkonem, nedochází k opotřebení nástroje, tvorbě sekundárních otřepů ani mechanickému namáhání. Maximální délka otřepu je omezena na přibližně 0,3 mm. Kovový díl musí být před a po ošetření důkladně očištěn.
Vysokotlaké vodní paprskové odjehlování
Při vysokotlakém vodním paprskovém odjehlování (HDW) se současně odjehluje několik hran a těžko přístupné otvory. Vodní paprsek je s tlakem až 1 000 bar cíleně nasměrován na místa součásti, která mají být obráběna. Je třeba zkontrolovat, zda se mechanickým namáháním neuvolňují částice na hraně otvoru a zda nedokonalým odstraněním otřepových praporců nevznikají drsné povrchy.
Tryskání granuláty
Při tryskání granuláty se materiály jako například písek vrhají na hranu otvoru rychlostí až 80 m/s. Ovlivněny jsou i přilehlé oblasti. Čištění po odjehlení může představovat výzvu.
Kartáčové odjehlování
Při kartáčovém odjehlování se otřepy z obrobku odstraňují speciálními kartáčovými nástroji. Manipulace je jednoduchá a spektrum použití je díky rozmanitým variantám nástrojů široké. Hranice kartáčového odjehlování leží u větších otřepů, velmi tvrdých materiálů a těžko přístupných míst.