Deburring methods: an overview
This report gives an overview of the most common methods of deburring bores as well as their individual strengths and weaknesses.
In industries such as automotive, aircraft or fluid power, manufacturing processes are constantly being optimised in order to produce large series as efficiently and cost-effectively as possible. Process steps are simplified, cycle times are shortened and repeatability in terms of quality is improved.
Burrs on bore edges in particular can be big headache for production managers, who are challenged to find solutions that remove the burrs quickly, cheaply and reliably.

Important criteria for the choice of deburring method are the position of the burr on the workpiece, the material used and the manufacturing tolerances of the workpiece. The required deburring result, compatibility with the production process (e.g. cnc deburring), machine capabilities and budget also influence the choice of the deburring solution. The most common deburring methods and their characteristics are listed below.
The engine block is an example of a workpiece that is very often processed using thermal deburring.

Other options include manual deburring or deburring with step drills. We will not go into detail about these two methods in this report, as manual deburring is often uneconomical and the quality depends on the operator.
Mechanical deburring solutions provide consistent deburring results.
The technologies in mechanical deburring are diverse, which is why we shall take a closer look at the individual characteristics.
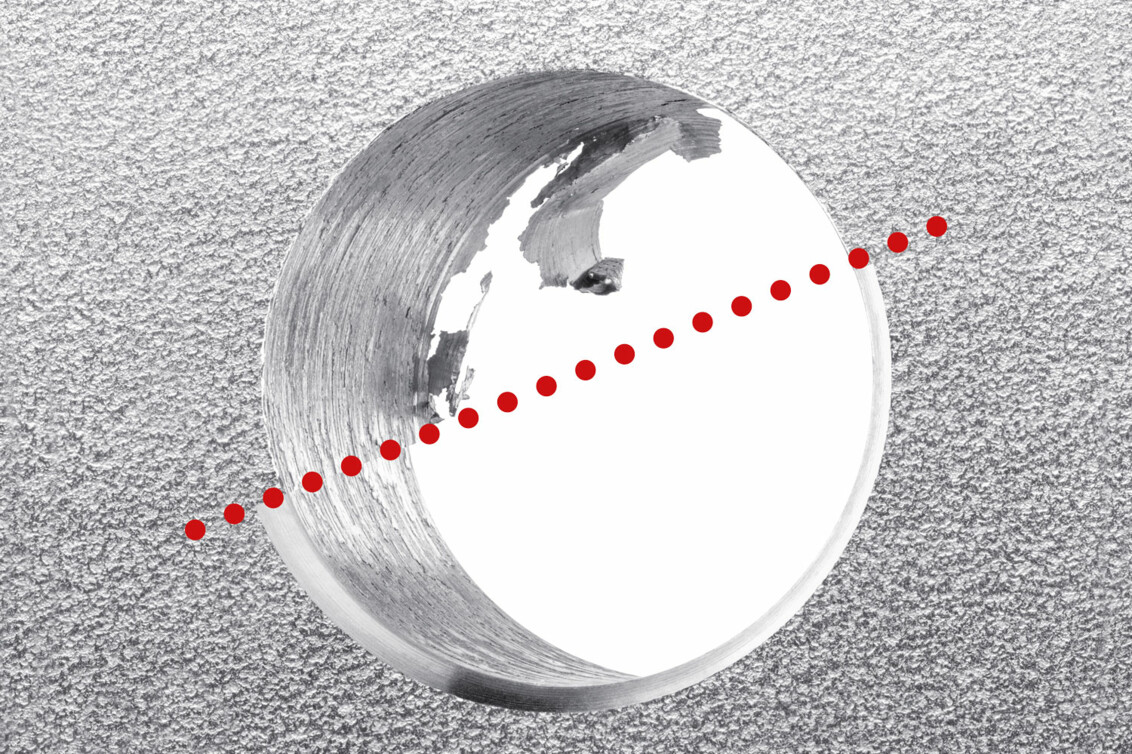
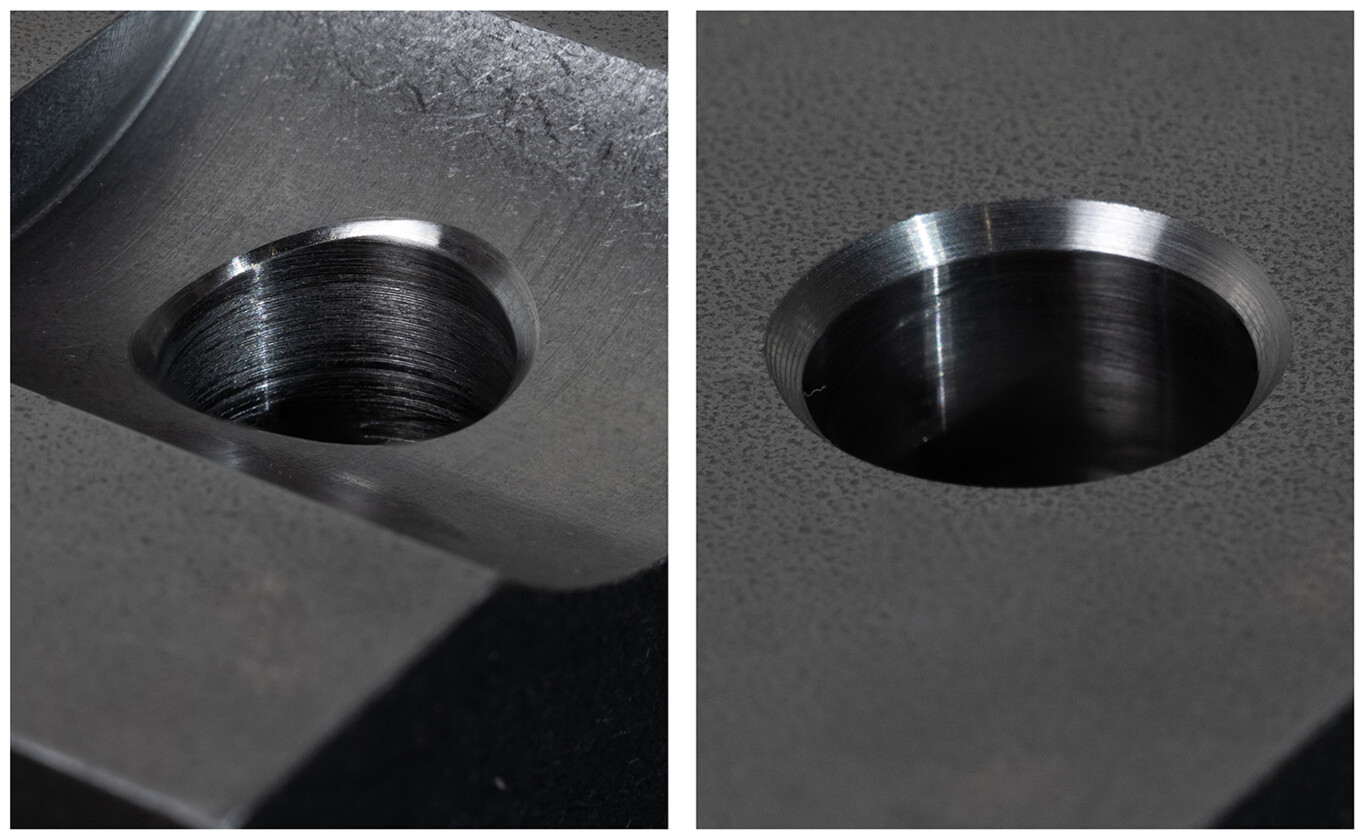
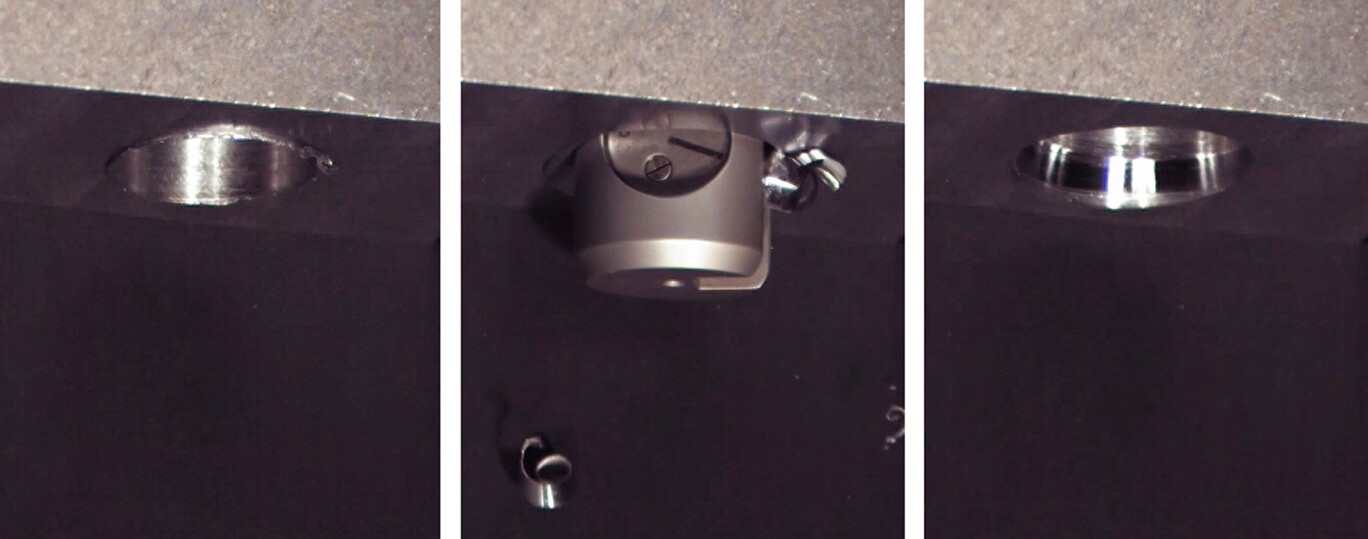
In circular deburring (interpolation), a predefined working path is followed by a tool. Depending on the given manufacturing or clamping tolerances, the chamfer may be too large, too small, or there may even be no chamfer at all.
Tools with moving blades do not start deburring until they come into contact with the edge of the bore. This way, castings, for example, with their typical tolerance variations, can be machined reliably and with a consistent deburring result. The drawbacks of rigid systems are eliminated here.

For all types of mechanical deburring, the great advantage is that it can be integrated into the existing machining centre. The completed workpiece comes off the machine after only a slightly increased cycle time. Additional deburring-related steps are no longer necessary.
By avoiding cleaning, logistics or external machining costs, the overall process costs and cycle times are reduced. Due to the consistent production technology and the simple handling of the tools, no training is required for the personnel. Existing manufacturing resources and knowledge are therefore optimally utilised. Above all, process reliability improves enormously compared to manual work.
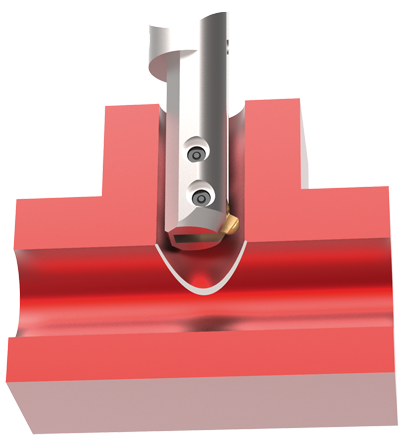
Mechanical deburring solutions with moving blades, such as the COFA tool from HEULE shown here, deliver finished and deburred workpieces directly from the machine.
Once a production manager has decided on a deburring method, it is important to find the right type and the right partner. An example from the field: A manufacturer in the e-mobility sector has to deburr internal and difficult-to-access cooling bores on a rotor shaft. Until now, the deburring was done manually by hand.
Due to a complaint from a customer resulting from a quality deviation, a more stable and automated deburring process had to be found for the approximately 1 million bores per year. In this deburring situation, the components have variations in the wall thickness and thus in the diameter of the inner main bore. Circular deburring is therefore not an option due to these tolerance variations.
At a tradeshow, the production manager became aware of HEULE Precision Tools and their deburring tools with moving blades. A solution using the X-BORES deburring technology was implemented and the customer was quickly convinced by the quality of the result. Today, the employee who was previously responsible for the manual deburring is working at another point in the production process.
In the meantime, the customer has also contacted HEULE for further applications, even a customised tool solution is being developed. If there is no suitable tool in the standard range, HEULE offers tools that are customised for the specific application requirements.
HEULE recommends all customers to involve the deburring specialist in the design stage as early as possible. Together, the geometry of the workpiece can be optimised to be as deburring-friendly as possible, and the burr formation of the pre-operations can also be optimised so that serial production runs at maximum efficiency.

You are welcome to view the content described above in our 20-minute online seminar. Simply click on the link and register.
