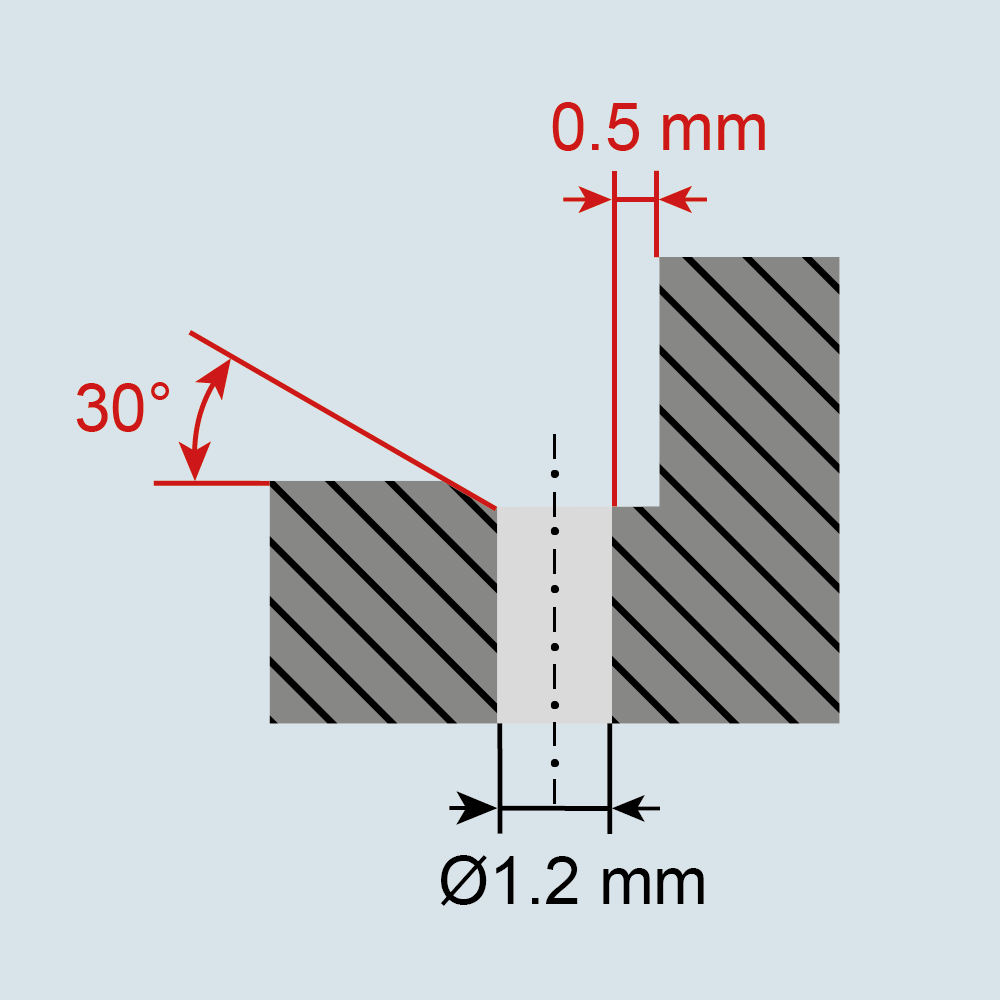
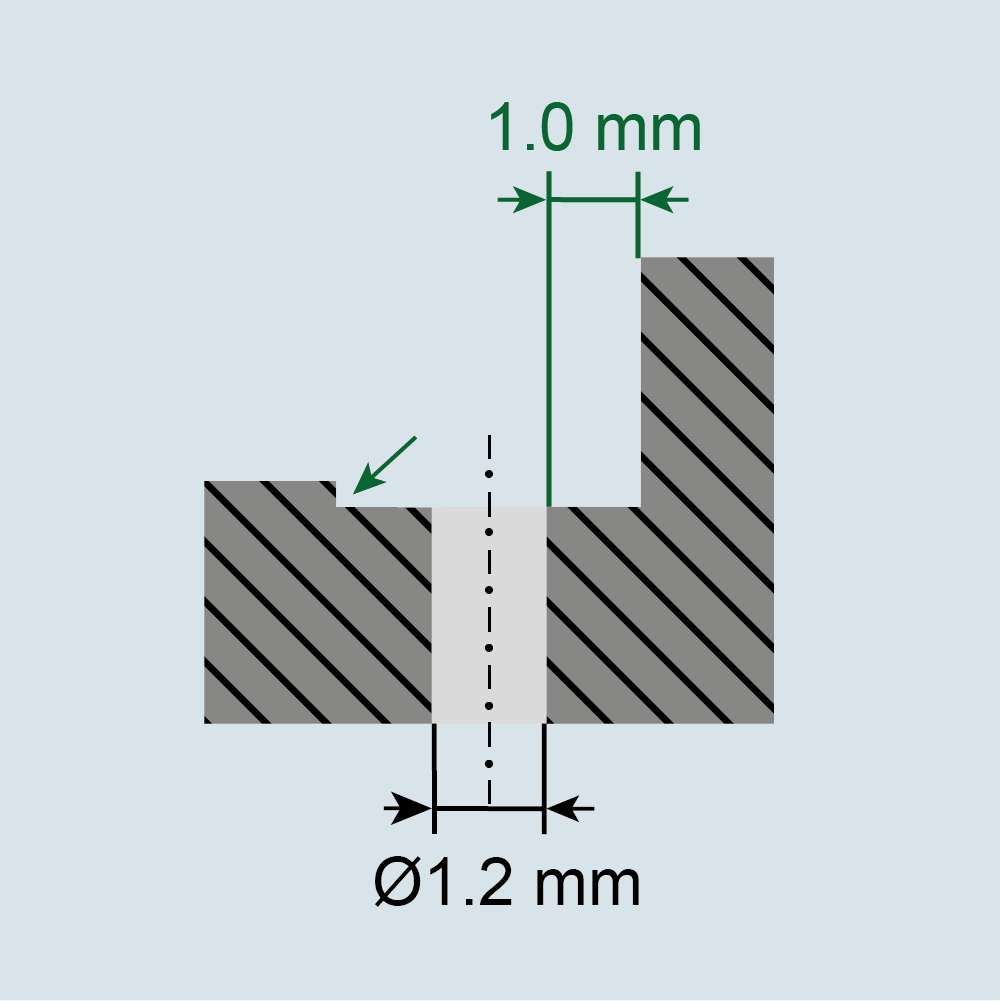
Furthermore, the bore-Ø should be changed to Ø2.0 mm, which was the smallest diameter HEULE could deburr at the time. If the customer had involved HEULE early on in the design stage of the part, these suggested changes would have been simple to implement, however, with an existing design, production process, and produced quantities already running into the millions, it was not such a simple matter. During the discussion between HEULE's experts and the customer, it was quickly established that some, but not all of the suggested part design changes were possible. The angle to the left of the bore was replaced with a recess and the distance from the bore to the sidewall was increased. Unfortunately the bore-Ø of 1.2 mm could not be changed.
For decades, HEULE has been known for innovation and customised tool design and therefore took on the challenge of a tool design for this small bore. A tool design with extremely small dimensions, high concentricity, easy handling and a defined cutting edge made of carbide with a small chip recess had to be created. It soon became clear that the existing deburring tool concepts could not be miniaturised, so a completely new tool concept was developed. The result was a design in which the blade also takes on the function of the spring. The DL2 (Deburring Less than 2mm) series was born and the first tests proved to be very successful. The customer could now run the next multi-million series with reduced production costs due to the deburring process which could now take place on the machine and not through a subcontractor. Through this cooperation with the customer from the automotive industry, the DL2 is now part of the standard product portfolio covering bores ranging from Ø1.0 mm to 2.1 mm.