Back to X-BORES
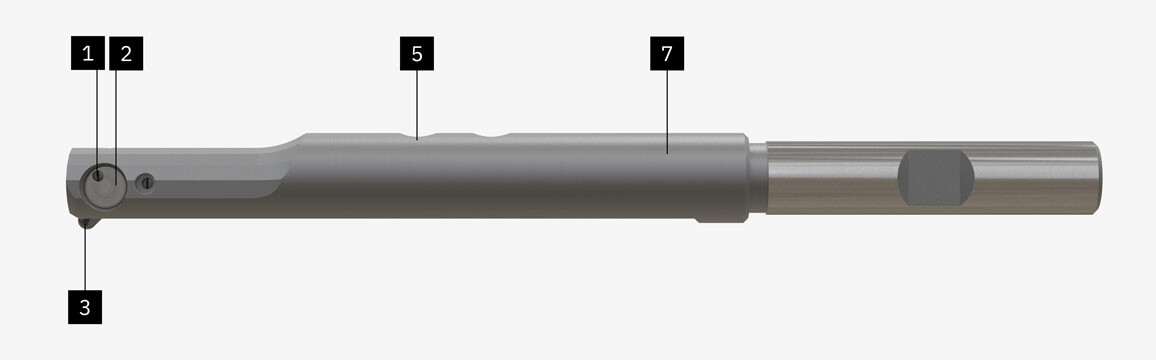
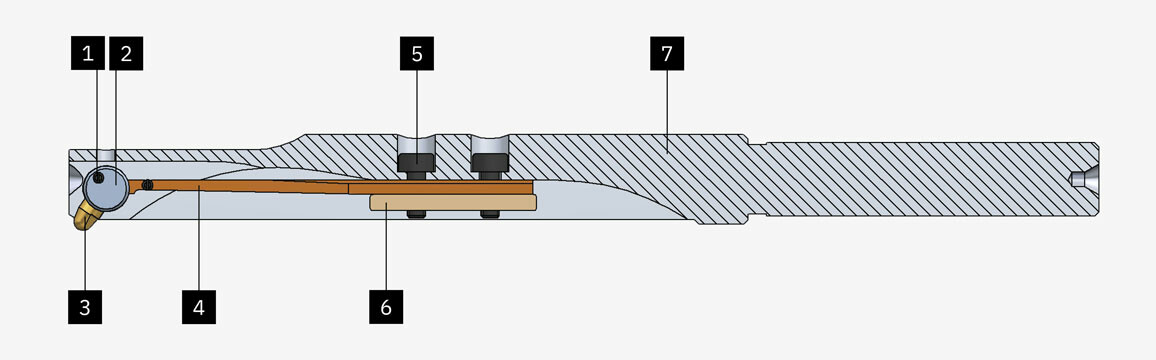
COFA-X
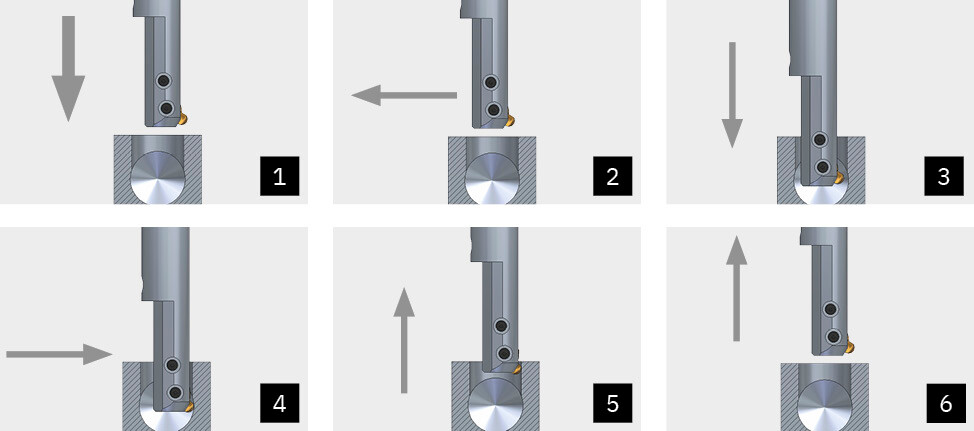
Mechanical deburring of crossbores up to a bore ratio of 1:1
- Individual adaptation to the application
- Solutions starting from bore diameter of 5.0 mm
- Completely chamfered edge – the edge is burr-free
- Optimised for CNC machining operations
COFA-X | Catalogue
pdf ・ 804,2 KB