Back to deburring
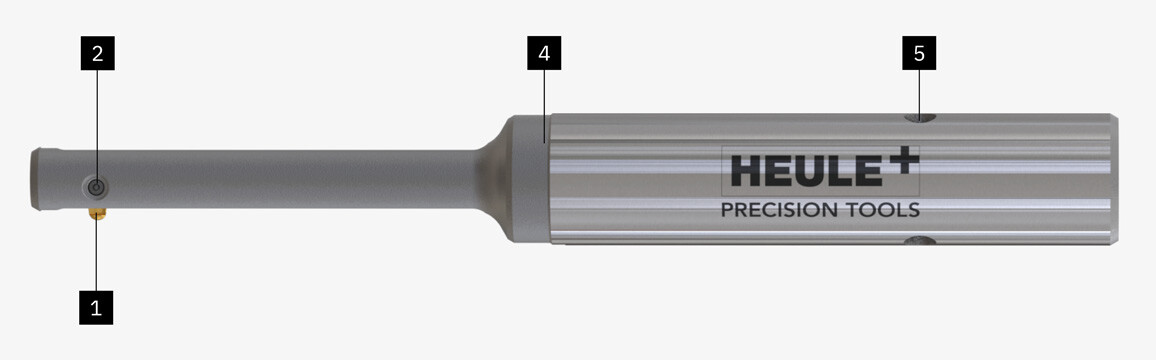
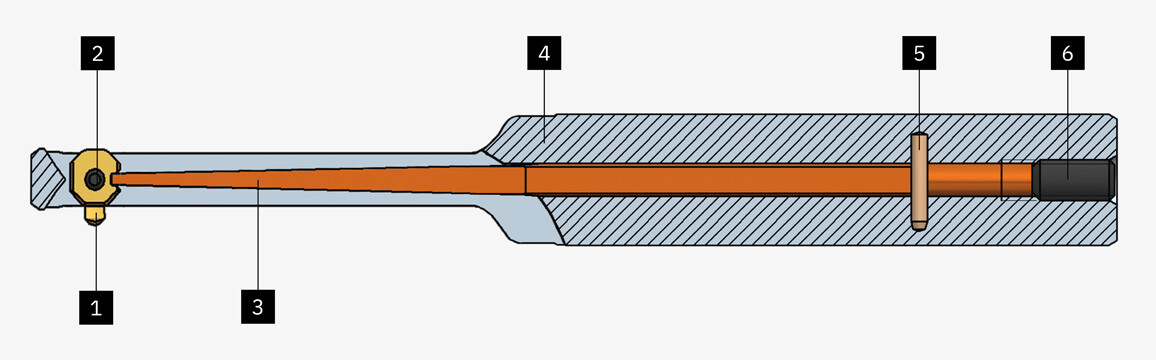
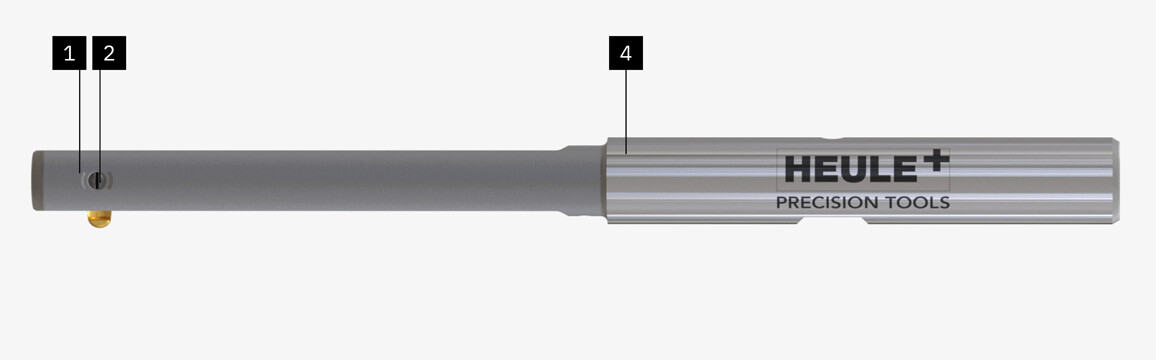
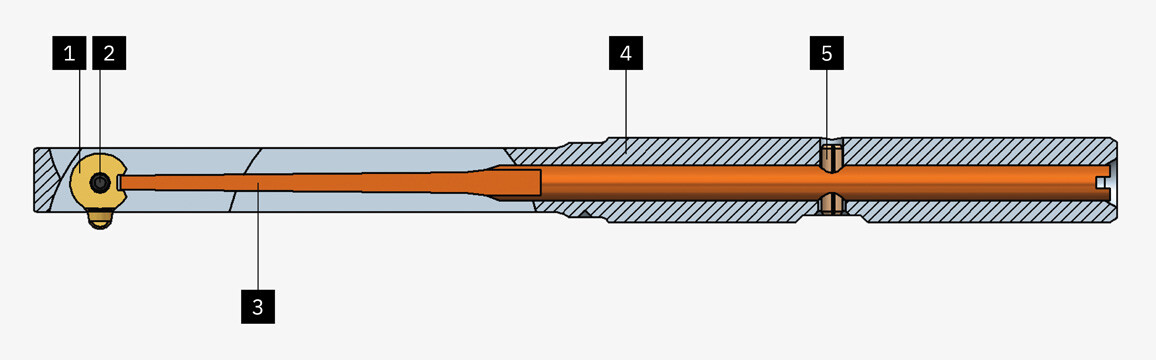
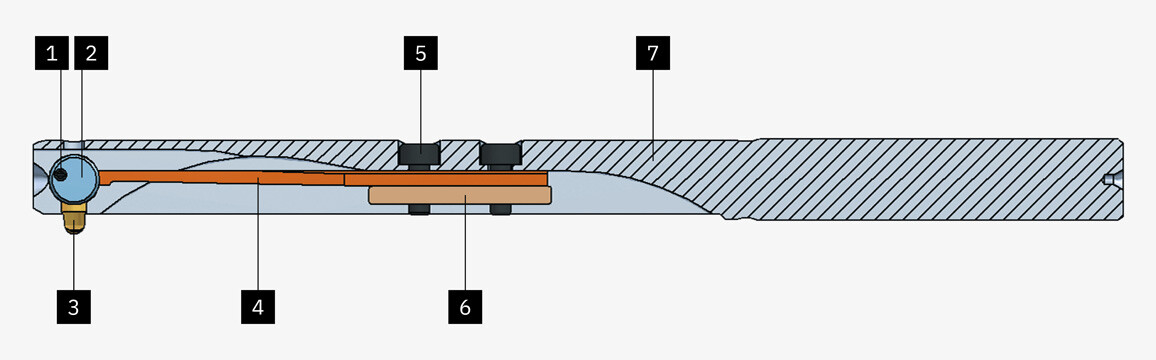
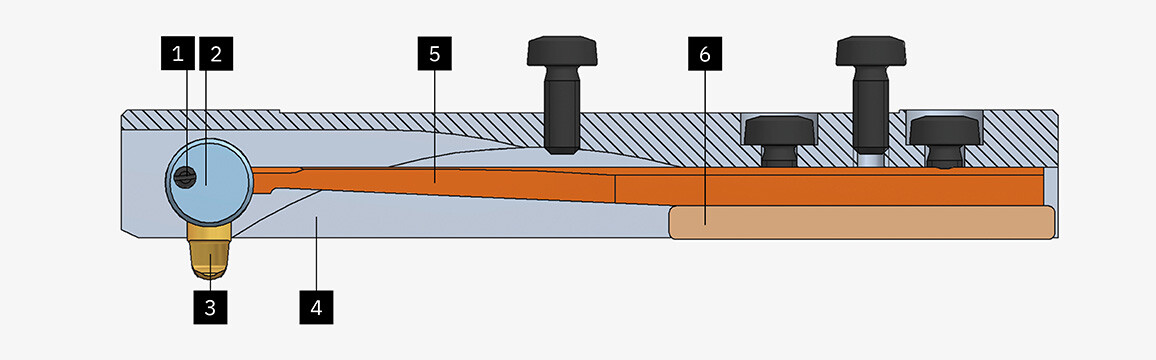
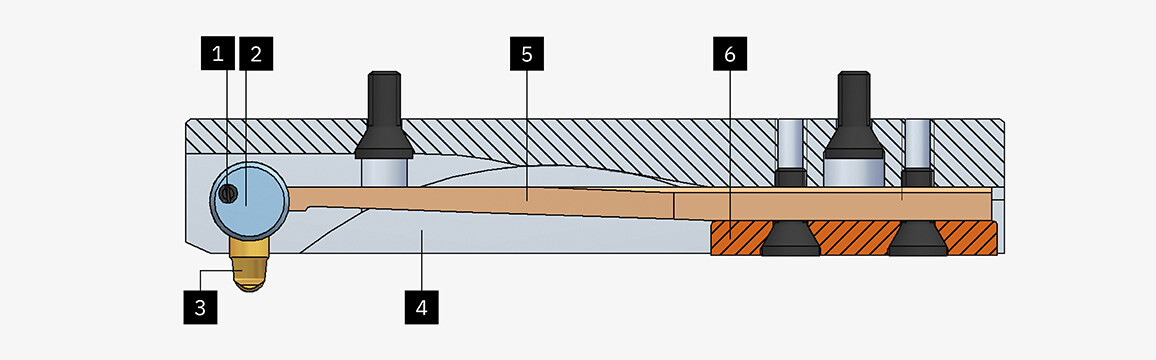
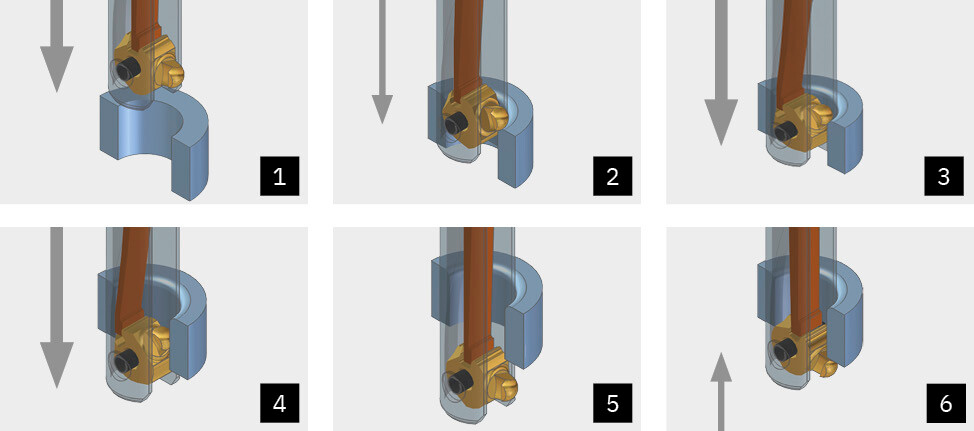
COFA
Front and back deburring of even and uneven bores in one single pass
- No need to rotate the workpiece or stop the spindle
- Radius-formed deburring profile
- Standard range starting from bore diameter 2.0 mm
- Cassette solutions from bore diameter 10.0 mm
COFA | Catalogue
pdf ・ 3,3 MB