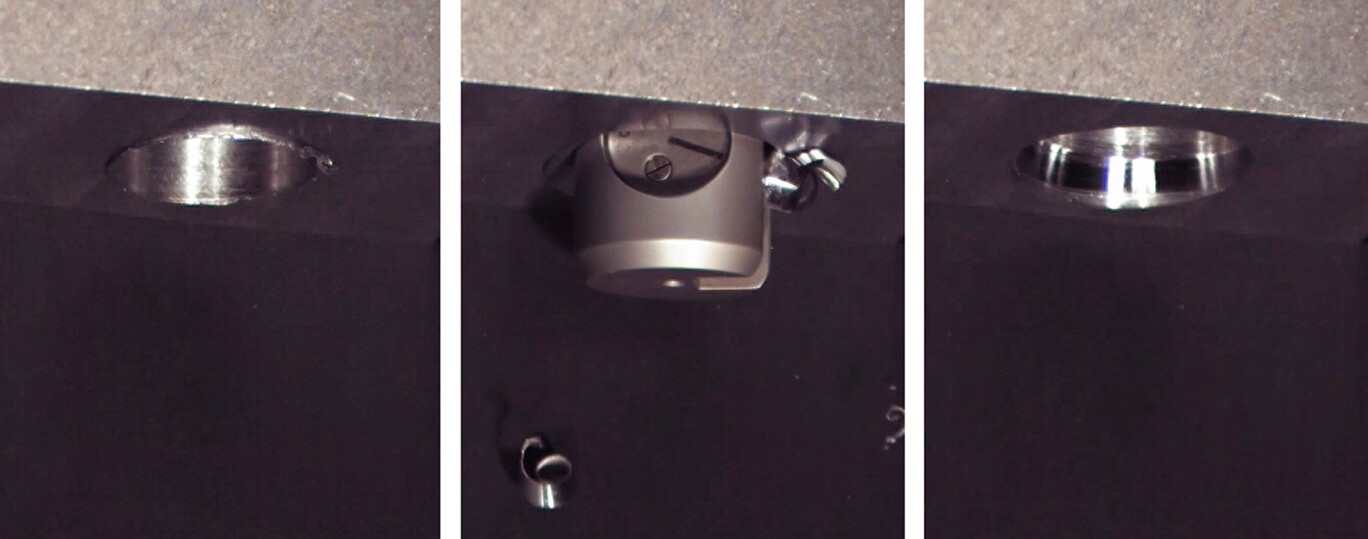
Thermal Deburring (TEM)
In thermal deburring (TEM), the material to be removed is vaporized by the high heat generated by a chemical reaction. TEM is used particularly for complex geometries, hard-to-reach areas, or when there are many bores. External and internal sharp edges are deburred simultaneously in the process. Almost all oxidizing materials can be processed. The result is sharp-edged or slightly rounded bore edges. The size of the deburring chamber limits the workpiece size or quantity. The influence of heat on the material and the geometry of the component must be checked.
Electrochemical Deburring (ECM)
In electrochemical deburring (ECM), burr removal is achieved by the anodic dissolution of metal. It is used for almost all metals, even for hardened workpieces. Since it is a contactless process with very low heat input, there is no tool wear, no formation of secondary burrs, and no mechanical stress. The maximum burr length is limited to approximately 0.3 mm. The metal part must be thoroughly cleaned before and after treatment.
High-Pressure Waterjet Deburring
In high-pressure waterjet deburring, multiple edges and hard-to-reach bores are deburred simultaneously. A water jet is directed at the areas of the component to be processed at a pressure of up to 1,000 bar. It must be checked whether particles are dislodged from the bore edge due to mechanical stress and whether rough surfaces are created due to the only partial removal of burr flags.
Abrasive Blasting with Granules
In abrasive blasting with granules, materials such as sand are directed at the bore edge at speeds of up to 80 m/s. Adjacent areas are also affected. Cleaning after deburring can be a challenge.
Brush Deburring
In brush deburring, burrs on the workpiece are removed by special brush tools. Handling is simple and the range of applications is diverse due to the variety of tool variants. Limits for brush deburring are larger burrs, very hard materials, and hard-to-reach areas.